Get in Touch with Masstech
Premium Industrial Solution
Juice Filling Production Line — Complete PET / Glass Filling Solutions For Beverage Manufacturers
A juice filling line, led by a juice filling machine and bottle filling system in the centre, sits at the core of every commercial juice production process, from raw fruit juice processing to filled bottles, from a regional 2,000 BPH setup through to a national 36,000 BPH brand. A first investment-critical design choice is whether to specify a hot-fill or aseptic cold-fill architecture, and to choose a vendor whose obligation ceases at the filler – or one who runs the preform, the bottle and the fill on its own premises. Mass manufactures the entire stack: 140-800T injection moulders to make preform, linear and rotary blow moulders to make the bottle, the 3-in-1 rinser-filler-capper, plus downstream labellers, conveyors and packers. We give the cost and technology overview, the capacity tiers, the service promise and the cost stack that commercial beverage teams should walk in with just before releasing a PO.
FDA 21 CFR 120
NSF/ANSI 169
ISO 22000
Request A Quote

Quick Specs — Juice Filling Production Line At A Glance
Production Capacity
2,000–36,000 BPH
Container Types
PET, Glass, HDPE Bottles; 5-Gallon
Bottle Volume Range
200 ml – 2,000 ml (5L On Request)
Filling Technologies
Hot-Fill (85–95 °C) & Aseptic Cold-Fill
Modular Architecture
Water → Blow → Fill → Label → Pack
Service Guarantee
2-Year Warranty, 24-Hr Response
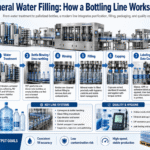
The 5-Stage Architecture Of A Juice Filling Production Line
The core of every commercial juice filling line, regardless of volume sold, organises around the five stages of: raw water clarification, batch pre-mixing, juice extraction and blending, hydration, filling and capping, and pack packing and palletising.

01
Stage 1 — Water Treatment
Water is the single largest ingredient in most juice products by volume even in reconstituted concentrates. So, front-end 0.5-50 T/H water-treatment modules handle raw-water clarification and bottlet, using the sequence (multi-medium filter activated carbon for taste and chlorine abatement) (cartridge filter) (reverse-osmosis membrane) (ozone or UV polish). We supply SS304 and SS316L stainless steel with intelligent auto-flush program for the RO membrane.

02
Stage 2 — Bottle Blow Molding
Our blow-moulders convert PET preforms into the finished bottle directly upstream of the juice filling machine. Standard mouth options are 28 mm BPF, 38 mm, and 30/25 mm. Diameter range (60–110 mm) and height range (150-320 mm) meet 98% of the juice bottle catalogue. Our blow-moulders use a small-pitch heating array, reducing power consumption by some 30% versus conventional designs.

03
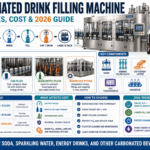
Stage 3 — Filling & Capping
Filling and capping is the core of every commercial line. A Mass three-in-one rinser-filler-capper dovetails three to a single hanging-bottle architecture which squeezes the open-product window and shortens changeover. The filler design employs gravity or negative-pressure filling for non-carbonate juice, with switchable nozzles for hot-fill (85–95 °C) and aseptic cold-fill (4–25 °C) options.

04
Stage 4 — Labeling
The labeling machine is fed from the filler using a buffer conveyor. Our line provides four label technologies on a common chassis: shrink-sleeve labelers, OPP hot-melt for lowest cost, self-adhesive for premium positioning, and rotary labelers for high-speed placement. Irregular or curved bottles favour shrink sleeve, while rigid round bottles favour OPP hot-melt or self-adhesive.

05
Stage 5 — Packaging
End-of-line packaging in the form of shrink wrapping, wrap-around casepacking and palletizing is combined as a single end-of-line system. Automated palletizing is volume-dependent: lines above 12,000 BPH work best with robotic palletizing, while sub-12,000 BPH works best with a single-human semi-automatic operation.
Turnkey Processing Lines
Our complete juice production lines are sold as turnkey solutions — one vendor for all stages: one accountable team, one warranty, one commissioning crew.
Request A QuoteAseptic Vs Hot-Fill — Filling Technology Decision Matrix
The single largest CapEx decision on a juice-filling line is the filling-technology fork. Once the line is built, shifting from hot-fill to aseptic cold-fill or vice versa involves a significant retrofit. Be intentional, and document justification of the Choice for downstream regulation and shelf-life decisions.
Hot fill heats the juice to 85–95 °C, holds it in the bottle for 30+ seconds, then cools and labels. Capital outlay is less because the heat does both the kill step and the fill step, no separate sterilization chamber is needed. Downside: the high-heat curve destroys heat-sensitive flavor compounds and requires high-cost HR-PET bottles.
Aseptic cold fill separates the kill step from the fill step. Juice goes through a heat exchanger (UHT — ultra-high temperature, 135–150 °C for 2–4 seconds), cooled, and then filled at 4–25 °C inside an aseptic chamber into an aseptically sterilized bottle. Level of bottle-sterilization is typically HO vapour or PAA spray to 6D log reduction and 0.5 ppm residual. Capital outlay is 3-5X hot fill, shelf life and flavor retention payback on premium products.
| Criterion | Hot-fill | Aseptic Cold-fill |
|---|---|---|
| Fill temperature | 85–95 °C | 4–25 °C |
| Sterilization method | Heat (in-bottle) | UHT + chamber sterilization |
| Validated log reduction | 5-log thermal (per FDA 21 CFR 120) | ≥6D commercial sterility |
| Residue limit (chamber) | Not applicable | ≤ 0.5 mg/L H₂O₂ |
| Shelf life (ambient) | 6–9 months | 9–18 months |
| Best for | Pasteurised juice, citrus, tea | NFC fresh juice, vegetable protein, dairy |
| Bottle requirement | HR-PET (heat-resistant) | Standard PET |
| CapEx index | 1× | 3–5× |
| Mass model range | 2,000–36,000 BPH | 18,000–48,000 BPH |
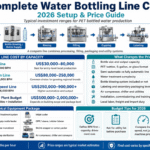
Capacity Tiers — From 2,000 To 36,000 BPH Configurations
Capacity choices may seem simple “select the BPH that is most appropriate for the forecast”. In actual fact the wrong tier leaves two different kinds of waste: too-big a tier means unnecessarily holding capital for redundant line length, and costs too much for the additional CIP overhead; too-small means you have to install an entirely new line to grow. A table below maps BPH to footprint, brand stage, and operator headcount — choosing the right tier optimises high efficiency on raw materials over the line lifetime.
Tier
BPH
Best For
Footprint
Operators
Entry
2,000–4,000
Craft brand, regional startup
80–120 m²
3–4
Mid
6,000–12,000
Established regional brand
150–250 m²
4–6
High
18,000–24,000
National brand
350–500 m²
6–8
Enterprise
30,000–36,000
Multi-SKU national / export
600–900 m²
8–12
A one-step common US solution for high speed juice full line automation is simple: can I run multiple SKUs at near 100% efficiency in the line-on-a-line? We can changeover across SKUs in a line on the 30-90 minute window, depending on bottle diameter changes: assuming a same-mouth / different-volume format swap, a 30 minute window saves 2M2 line time every 16-20 hours; assuming a different-mouth / preform switch, a 60-90 min cycle time table opens up time to fill 2 M2 every 24 hours. Multi-SKU brands usually buy one tier-higher line than the top-end forecast for SKUs and run several products.
Bottle Format & Container Compatibility
Mass juice filling lines can support four container format bands: choice of format impacts upstream (bottle blow mould choice and supply chain decision) and downstream (labels and caps, pack designs).
PET Bottle
+ Hover To Expand
(dominant format for retail juice; volumes 200 ml / 350 ml / 500 ml / 750 ml / 1 L / 1.5 L / 2 L; in-house blow-mould based on preform, marrying the bottle filling machine and blower to upstream supply — a tightly coupled loop that handles juice viscosity variations consistently:
Glass Bottle
+ Hover To Expand
(market premium; required in some regulated markets; heat resistant supports very high hot-filling temperatures, but 25-40% higher per unit cost, 15-25% lower line speeds than PET:
HDPE Bottle
+ Hover To Expand
(market positioned in dairy, pulp-juice offering; offers the necessary opacity / squeeze deformation; capable of same pilot-two line 3-in-1 combination with capper:
5 Gal Barrel
+ Hover To Expand
(rough equivalent 72 oz / 72 ct / 9 gal/o case; B2B bulk juice / water plant):
Bottle mouth standards drive capper choice: 28 mm BPF for sport caps, 38 mm op-mate for standard juice mouths, 30mm/25 mm versions for water and other reduced-caps. Self-adhesive paper labels from material partners sit perfectly well with 38 mm mouth-speed scope of 24.000 BPH:
Service Guarantee — Warranty, Response Time, Parts Delivery
Most beverage filling OEMs publish vague after-sales language simply because it costs little to provide a low level of service. Mass publishes the four numbers that define line run-time when something does break, because a long-term relationship is based on those four numbers. Compare them one to one.
| Commitment | Mass | Industry Typical |
|---|---|---|
| Warranty period and scope | 2 years, all parts | 12 months, parts only |
| Engineer response time | 24 hours globally | 48–72 hours |
| Replacement parts delivery | 5 working days via international courier | 14–28 days sea freight |
| On-site installation | Included in turnkey | Variable, often extra cost |
Engineering Note — What Downtime Actually Costs
An annual 24,000 BPH liquid filling machine line with two shifts puts around 384,000 bottles a day in the line. At a conservative juice gross margin of 0.02 dollars per bottle, the cost of an unscheduled 24-hour production stoppage is approximately $7,700 in lost profit- before adding overtime costs to recover. A 24-hour engineer response and a 72-hour response is then not a nicety of customer service but a $15,000+ dollars safeguard on each incident. While operator training-so part of the Mass commissioning-is statistically a first-year prevention best, the response delay time ground is relevant whenever prevention is not enough.
Application Beverages — Juice, Tea, Vegetable Protein, Functional Drinks
Our Mass juice filling throughput supports four beverage channels with different sterilisation and bottle format profiles.
01

Fresh / NFC Juice
Fresh / NFC (Not From Concentrate) juice extraction outputs- orange, apple, pineapple, mango, pomegranate, blueberry. Aseptic cold fill avoids degradation of the fresh taste documentation 12month-plus ambient shelf life. Pulp former variants require a pulp-adapted filler to accommodate the viscous product.
02

Pasteurised Juice With Pulp
Pasteurised juice with pulp- orange-pulp, blueberry-pulp, mixed-fruit. Hot fill-the common cost-optimised choice with HR-PET bottles and 30-seconds hot hold. Shelf life 6 9 months at ambient level.
03

Tea Variants
Tea variants- green tea, black tea, lemon tea, milk tea. Hot fill for non-protein based teas; aseptic cold fill for milk-adding heat-sensitive ingredients. Tea variants share most of the filler hardware with juice but have slightly different CIP cycles.
04

Vegetables High-Protein Variants
Vegetables high-protein variants- soy milk, almond milk, oat milk, walnut. Aseptic cold fill is the right solution for heat-sensitive proteins and microbiological-heat-dependent. UHT (135–150 °C, 2–4 seconds) is the standard kill step that meets the requirements.
FAQ — Juice Filling Production Line
Q: How do I choose between hot-fill and aseptic for my product?
Three questions decide it. First, is the product heat-sensitive — vegetable protein, NFC fresh juice, or premium tea? If yes, aseptic. Second, is your target shelf life beyond 9 months ambient? If yes, aseptic. Third, is your CapEx budget below 1.5× the hot-fill quote? If yes, hot-fill is the realistic path. Vegetable protein and milk tea always go aseptic regardless of budget; reconstituted juice from concentrate runs comfortably on hot-fill.
Q: What is the typical lead time from PO to first commercial bottle?
For a catalog mid-tier 6,000–12,000 BPH line, plan 16–22 weeks total — manufacturing 12–16 weeks plus installation, training, and validation 4–6 weeks. High-tier hot-fill lines extend to 22–26 weeks. Aseptic cold-fill projects, where the 5-log validation must be documented, run 28–34 weeks. Milestone reviews fall at weeks 4, 8, and 12 so engineering changes can be absorbed before final integration.
Q: Can a single juice filling line handle multiple bottle sizes?
Yes, with a defined changeover window. Same-mouth, different-volume swaps (e.g. 500 ml to 1 L on a 38 mm mouth) take 30 minutes. Different-mouth swaps (e.g. 28 mm to 38 mm) take 60–90 minutes because the preform mould and capper change as well. Multi-SKU brands generally buy one line at a tier above their largest single-SKU forecast, then split production across products with weekly schedule blocks.
Q: What spare parts should I stock from Day 1?
Mass produces a recommended Day-1 spare parts list with each line, rated at about 3 % of CapEx level. Always on the list: filler nozzles (1 set per spare format), capping heads, RO membrane elements, conveyor belts, sensor pairs, PLC backup module, label-applicator wear plates. A 5-day parts delivery commitment allows you to hold spare parts for the worst-case (24 hours) rather than worst-case (28 days).
Q: Does Mass install lines outside China, and what about local regulatory compliance?
Yes. We assemble and commission lines we have designed, shipped and installed worldwide, with a 10-14 day engineer visit, on site, for the installation and a further 5-7 days, on site, for operator training. Local regulatory compliance packages the US (21 CFR 120 FDA), Europe (CE marking machinery directive), the Gulf (GCC conformity) are incorporated during manufacturing, documented at the commissioning handover stage. Validation documentation for export standard juice (e.g., CFIA in Canada, FSSAI in India) is also provided to Mass on request.
About Mass Technology
Reviewed by Mass engineering team — beverage filling line specialists, 2026.
Get A Free Plant Layout Design
Request Free Layout DesignRelated Mass Production Lines
- Water Filling Production Line — Mineral, Purified, and Process Water
- Carbonated Drink Filling Production Line
- 5-Gallon Barrel Filling Line — 50 to 2,000 Barrels per Hour
- Injection Moulding Machine — 140T to 800T for Preform Manufacturing
- Bottle Preform & Blowing Machine — PET Bottle Production
References & Standards
- 21 CFR Part 120 — Hazard Analysis and Critical Control Point (HACCP) Systems for Juice — U.S. FDA
- Food Safety Modernization Act (FSMA) — Preventive Controls for Human Food — U.S. FDA
- NSF/ANSI 169 — Special Purpose Food Equipment and Devices — NSF International
- ISO 22000 — Food Safety Management — International Organization for Standardization
- Smithers Beverage Packaging Market Reports — Smithers