Get in Touch with Masstech
Bottle Blowing Machine: How It Works, Types, and How to Choose One
A bottle blowing machine is unique in that it takes tiny preforms made of polyethylene terephthalate (PET) and, with the heat and the aid of compressed air, produces plastic bottles ready to be distributed. It sets the production rate in bottles per hour, how much energy the line burns, and the visual consistency of the product on the shelf. This guide describes how the machine operates, the three processes in blow molding, the various class types, how to properly size cavity counts to meet your volumes, what they really cost, and how to scout out a vendor before you sign the order.
Quick Reference: Bottle Blowing Machine at a Glance
| Dominant process for PET | Injection stretch blow molding (ISBM) |
| Typical output range | Semi-auto ~240-800 BPH to rotary 60,000+ BPH |
| Bottle volume span | ~60 ml up to 20 L (5-gallon) containers |
| Main cost drivers | Cavity count, automation level, compressed-air system |
| Key input | PET preforms (injection-molded with finished neck) |
What Is a Bottle Blowing Machine?

A bottle blowing machine, in the plastics and packaging world, is a plastic-forming system that produces hollow plastic containers by inflating a heated plastic preform inside a mold until it takes the shape of the mold cavity. In the beverage industry, it almost always refers to a PET machine—one that turns injection-molded preforms, generally short and fat-walled tubes that have the finished bottle neck and thread preformed on them—into clear, low cost, light-weight bottles for water, juices, carbonated soft drinks, cooking oils, and 5-gallon water containers.
It is also useful to place this machine in the production chain — buyers often mix up three stages. First, a PET preform injection moulding machine produces the preforms. Second, the bottle blowing machine produces the bottles.
Finally, a filling and labeling production line fills and labels the bottles. Between a raw preform and a finished, sellable bottle, the blowing machine is the throughput gate. For this reason its sheer number of cavities and cycle time ultimately determine the productive capacity of the entire line.
Other machine types exist for other resins: high-density polyethylene (HDPE) and polypropylene (PP) containers are produced by extrusion blow molding rather than the stretch process used for PET bottles.
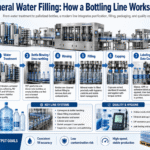
How a Bottle Blowing Machine Works: The Blow Molding Cycle
For PET, the process is stretch blow molding – where a preform has been re-heated, fully mechanically stretched and inflated, thus simultaneously biaxially oriented the polymer. This biaxial orientation is what ensures a PET bottle its strength, transparency and gas-barrier qualities – a non-stretch PET component would be both weak and cloudy. There are five distinct steps in the cycle.
What is the process of blowing bottles?
- Loading. Preforms are fed neck upward onto a transfer system that carries them through the machine.
- Heating. Each preform passes through an infrared oven that raises it above PET’s glass transition temperature of around 76 °C, into a forming window where the resin is soft but not molten.
- Stretch. A stretch rod within the mold extends the preform to the complete length of the final bottle, aligning the polymer molecules along the vertical axis.
- Blowing. Compressed air inflates the preform against the mold wall. A peer-reviewed simulation study of the process applies the air in two phases — a lower-pressure pre-blow that forms most of the bottle shape, and a higher-pressure final blow that presses fine detail into the mold.
- Ejection. Once the mold opens, the finished bottle is ejected and the cycle begins again.
Heating is where most quality problems start, because PET reheats irregularly if the infrared lamp zones are not set correctly for the preform weight and desired bottle shape and an unevenly heated preform stretches unevenly. Hence why the modern machines now have many smaller oven zones which are independently controlled instead of heating the whole preform to one temperature.
📐 Engineering Note
PET does not have a single “blow temperature.” The usable forming window sits above the glass transition point but below the crystallization range, and the correct setpoint shifts with preform wall thickness, bottle geometry, and line speed. Flat walled containers and oval shaped bottles require the application of zone heating techniques; a uniform temperature profile used on a round water bottle will yield a defective oval one.
Use oven zoning as a per-SKU recipe, not a permanent setting.
“The mistake we see most often in new plants is treating the heating oven as set-and-forget. Two bottles of the same volume but a different shoulder geometry can need different lamp profiles. We log a heating recipe for every preform-and-bottle pair before a line goes into production, and that one discipline removes most wall-thickness complaints.”
The Three Blow Molding Processes: Stretch vs Injection vs Extrusion
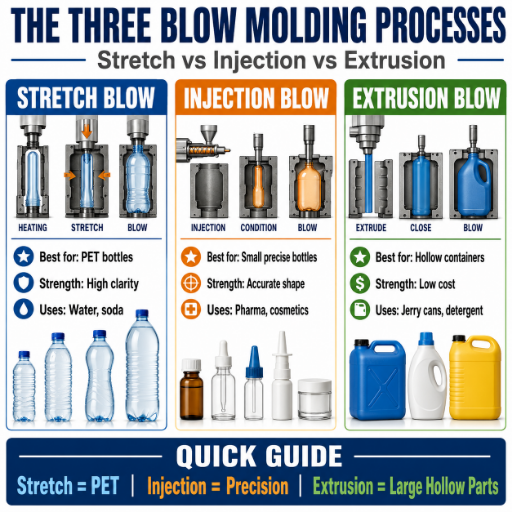
“Blow molding” is not a single process. The Wikipedia engineering entry on blow molding identifies three main types, and knowing which one applies to your container is the first step toward knowing which machine to buy.
| Process | How it forms the part | Typical resins | Best-fit containers |
|---|---|---|---|
| Extrusion blow molding (EBM) | A molten tube (parison) is extruded, clamped in a mold, and inflated. | HDPE, PP, PVC | Milk jugs, detergent bottles, handled containers |
| Injection blow molding (IBM) | Resin is injected onto a core pin, then blown and ejected. | PET, PP, PE | Small medical and single-serve bottles |
| Injection stretch blow molding (ISBM) | A preform is reheated, stretched with a rod, and blown. | PET (mainly) | Water, CSD, juice, oil, 5-gallon bottles |
The standard for PET beverage bottles is ISBM, and it comes in two layouts. In a single-stage machine, preform injection and bottle blowing happen on one machine in a single heat — efficient for short runs and specialty bottles. A two-stage setup injects preforms separately, lets them cool, then reheats them later for blowing; it dominates high-volume beverage production because the two steps can be scaled independently. One detail buyers rarely hear: in single-stage equipment, the newer three-station design eliminates a reheat step and cuts roughly 25% of tooling cost compared with the older four-station layout. Injection blow molding is the least-used of the three, reserved for small, precise bottles where a stretch rod would add no benefit.
Machine Types: Semi-Automatic, Fully-Automatic, Linear and Rotary
After you realize you will need an ISBM machine for PET, the most important question is the automation class. This is where most budget mistakes occur, because the lowest price machine in the catalog is almost never the adequate one for a plant working more than a single shift.
| Machine class | Typical output (at 0.5 L) | Operators per shift | Production fit |
|---|---|---|---|
| Semi-automatic (2-cavity) | ~240-800 BPH | 2-3 | Start-ups, seasonal or trial production |
| Fully-automatic linear (4-6 cavity) | ~3,500-9,000 BPH | 1 | Regional bottlers, multi-shift lines |
| Fully-automatic rotary | 20,000-60,000+ BPH | 1-2 | National brands, 24/7 high-volume plants |
A semi-automatic machine instructs an operator to load preforms and hand transfer bottles — production so labor, not your machine, caps bottles. A fully automatic bottle blowing machine automates preform heating, blowing, cooling, and ejection so no one is involved in production — the high level of automation is the defining characteristic that enables single-operator multi-shift operation. Linear machines move molds in a straight line and scale economically up to roughly 9,000-12,000 BPH; rotary machines arrange cavities on a wheel and are built for the very high outputs that national beverage brands need. Transfer-mechanism choice matters more than its low profile suggests: chain-driven transfer stretches over time and pulls heating and clamping stations out of alignment, while iron-ring transfer avoids that wear path.
💡 Pro Tip
Cap your machine class to your sustained output target, not your peak. A line rated for peak demand will have much of the year underloaded, and an oversized rotary machine will draw excess power and require unwanted maintenance that a linear machine would not.
Core Components: Preform, Heating Oven, Mold and Clamping

Four subsystems decide whether a bottle blowing machine produces consistent bottles. Knowing them tells you what to inspect on a factory visit and what to specify in a quote.
- ✔
Preform. Bottle quality is set before blowing begins. A preform with uneven wall thickness will never blow into an even bottle, so preform weight consistency is a quality input, not a detail. - ✔
Heating oven. Banks of infrared lamps in independently controlled zones bring the preform into its forming window. Zoned control is what makes asymmetric and hot-fill bottles possible. - ✔
Mold and cavities. Each cavity makes one bottle per cycle, and the neck finish — formed earlier during preform injection — is simply held by the mold during blowing. - ✔
Clamping system. It holds the mold shut against blowing pressure. Quick-change clamping is what turns a multi-hour SKU changeover into a 15-20 minute job.
📐 Engineering Note
Transfer-system wear is an overlooked defect mechanism. In our production data, chain-drive transfer that elongates by about 0.3% is enough to misalign the heating oven and clamping stations, and that misalignment correlated with an 8-12% thick-wall defect rate on affected runs. Iron-ring transfer removes that wear loop. When you audit a used or low-price machine, measure the transfer chain – it is a cheap check that predicts a costly problem.
This system is also where recycled PET begins to make a difference. Running rPET alters the way the preform absorbs IR radiation, so a machine that will accept recycled resin needs an oven and temperature-control system rated for blends and high rPET feedstock – a factor that becomes a purchase requirement in the outlook section, below.
Cavity Count and Output: Sizing a Machine to Your Production Target
The most common sizing mistake is shopping by headline BPH. “12,000 BPH” is a theoretical rate based on a given bottle volume at a 100% uptime estimate. Typical plant efficiency is in the 85-92% range once changeovers, machine stops, and minor maintenance are accounted for. The reliable method is to work backwards from the annual bottle target — call it the Output-First Sizing Method.
Output-First Sizing Method
- Take your annual bottle target.
- Divide by realistic annual operating hours (e.g. single-shift 2,000 h, double-shift 4,000 h).
- Divide by 0.88 to allow for real-world line efficiency.
- Match the resulting BPH to a cavity count from the table below.
| Annual bottle target | Required BPH band | Recommended cavities |
|---|---|---|
| Under 3 million / year | ~1,500-3,500 BPH | 2-cavity |
| 3-10 million / year | ~4,000-6,500 BPH | 4-cavity |
| 10-25 million / year | ~9,000-12,000 BPH | 6 to 9-cavity |
| 25 million+ / year | 20,000+ BPH | Rotary, 12+ cavity |
Two adjustments matter. Larger bottles run slower, so a 6,000 BPH 0.5 L machine will produce fewer bottles per hour at 2 L – size always at actual bottle volume. And 5-gallon containers are a separate category with their own stretch ratio and cooling circuit, not simply a “big bottle” setting. If you want to test scenarios quickly, this cavity selector and BPH calculator runs all the same math. Buyers considering an entire plant instead of a single machine will also find the steps in our guide to how to start a water bottling business helpful in setting that annual target realistically.
What Does a Bottle Blowing Machine Cost?

The machine price is the one the buyers most consistently ask for first, and the one that most consistently tips buyers off where they have gaps in their thinking. The purchase price is only the tip of the iceberg.
What is the cost of a blowing bottle machine?
Price varies primarily by cavity and automation level. Semi-automatic 2-cavity machines are typically priced in the low five-figure USD range. Fully-auto 4-cavity machines are mid five-figure USD range, and the high throughput 6-to-9-cavity machines are six-figure USD territory. Rotary lines for regional and global brands have individual quotes. These price bands are by no means fixed — they move with steel prices, freight, and specification — so any single quote is a starting point, not a market price. Pricing here assumes 2025-2026 market conditions, which must again be reconfirmed at the time of purchase.
| Configuration | Indicative price band (USD, FOB) |
|---|---|
| Semi-automatic, 2-cavity | Low five figures |
| Fully-automatic, 4-cavity | Mid five figures |
| Fully-automatic, 6-9 cavity | Six figures |
Hidden costs are where budgets overshoot. An air compressor and refrigerated air dryer are usually priced as separate line items, mold tooling is priced per cavity, all the extras of installation, commissioning, import duty, and ocean freight sit on top. These tend to add 20-35% to the bare machine cost, which is why it is common to see a “system” quote that includes the compressor, dryer, tooling, and installation prepared, and compare that to other quotes.
The 5×-8× Rule
During the life of the machine, total cost of ownership is frequently between five and eight times the purchase price once energy, labor, spare parts, and downtime costs are all included. In particular, PET bottle production consumes immense quantities of energy in compressed air form, which is one of the highest energy line items for the entire plant. It is for this reason that warranty length, parts-delivery speed, and energy efficiency deserve as much weight as the sticker price — a cheaper machine with a weak service package routinely becomes the expensive choice. You can model the energy portion with this annual energy cost calculator.
How to Choose a Bottle Blowing Machine: A Buyer’s Checklist

Because the 5×-8× rule means the supplier relationship outlives the purchase, machine selection is really supplier selection. A common — and costly — misconception is that the lowest machine quote produces the lowest installed line. It rarely does. Plastics buyers on industry forums keep returning to the same point: downtime from under-built equipment erodes the upfront saving within the first year. Use the subsequent checklist before buying.
- ✔
Warranty scope and length. Industry standard is 12 months. Confirm whether coverage is all-parts or wear-parts-excluded. - ✔
Spare-parts delivery time. Ask for a committed delivery window in working days, not “as fast as possible.” - ✔
Engineer response SLA. A defined response time matters more than a phone number. - ✔
Line integration scope. Confirm the blowing machine’s outfeed matches your filling and capping line, or budget weeks of interface commissioning. - ✔
Mold ownership and tooling lead time. Clarify who owns the molds and how fast new bottle molds can be cut. - ✔
Factory acceptance test (FAT). Insist on a documented test at your bottle spec before shipment.
One practical indicator: when a supplier puts its service terms out in the open, that’s a less risky supplier than one that goes into private negotiation. As a yardstick, Mass publishes its warranty and parts-delivery terms on its product page, not as a quote-stage variable.
Common Defects and Maintenance
Most bottle defects can be traced to a handful of root causes, most are preventable with proper setup discipline.
⚠️ Three defects to watch
Uneven wall thickness — the most common complaint. Practitioners consistently trace it to uneven preform heating or inconsistent preform wall thickness: when one zone of the preform softens first, it stretches first and starves the rest of material. Stress whitening or pearliness — usually a preform blown too cold, below its forming window. Cloudiness or specks — often preform contamination or moisture, not a machine fault at all.
On the maintenance side, three habits will keep a line healthy. Tune and log a heating recipe for every preform-and-bottle pair so the oven is never guessed. Inspect the transfer system on schedule, because—as the engineering note above showed—a few tenths of a percent of chain stretch is enough to begin a defect trend. And treat mold changeover as a measured process: a well-organized quick-change procedure brings a SKU swap down to the 15-20 minute range. In commissioning data from one edible-oil customer, a documented changeover routine moved three-SKU changeovers to about 17 minutes, against the multi-hour norm for generic clamping systems.
Industry Outlook: rPET Mandates, Lightweighting and Automation
Three forces are changing the demands of a bottle blowing machine, and all three should affect your purchase specifications if you’re spec’ing a machine in 2026 or later.
Recycled content is now law, not preference. Under the EU Packaging and Packaging Waste Regulation – Regulation (EU) 2025/40 – single-use plastic beverage bottles sold in the EU will be made from at least 30% recycled content starting 1 January 2030, increasing to 65% by 2040; contact-sensitive PET packaging follows a 30%-then-50% pathway. The European Commission has also set a target to ensure all packaging is recyclable in a cost-effective manner by 2030. If you’re exporting to or manufacturing in Europe, a machine that can’t reliably process high-rPET blends will be obsolete before you get your return on investment. If your market scope includes the EU, specify rPET-capable heating and temperature control equipment now.
Light weighting and automation continue to shrink tolerances. Cost and emission pressures continuing to drive bottle engineers to remove grams of PET wherever they are able, further reducing profit margins and leaving less headroom on wall-thickness deviation while rewarding zone-heated machines with additional speed. Servo preform handling and single-operator operation are fast becoming the norm, not a luxury.
The world’s plastic blow molding machine market is well-positioned to grow with these trends: Grand View Research estimated global value at just under USD 3.18 billion in 2024 with a forecast of around USD 4.05 billion in 2030. For a 2026 buyer, the message is clear – weight rPET, heating control and energy efficiency above headline speed, because regulation and material trends are about to make these factors unavoidable. While the blowing process pushes the same lightweighting ethos into decorating, our guide to the bottle labeling machine covers that downstream step.
Frequently Asked Questions

Q: What is the use of a bottle blowing machine?
View Answer
It produces hollow plastic bottles — most often PET bottles for water, soft drinks, juice, and oil — by heating preforms and inflating them inside a mold.
Q: Is PET stretch blow molding the same as injection molding?
View Answer
No, but they work together. Injection molding makes the solid preform, including its finished neck and thread. Stretch blow molding then reheats that preform and inflates it into a thin-walled bottle. A two-stage line uses two separate machines; a single-stage machine does both jobs in one heat.
Q: How long does a bottle blowing machine last?
View Answer
A properly maintained equipment often operates far in excess of 10 years. Service life is much more strongly influenced by operating, maintenance discipline and component availability than in its fundamental design – hence spare parts provision commitments own a significant place in the purchasing process.
Q: Can one machine make both water bottles and 5-gallon jugs?
View Answer
In most cases no. Common beverage bottles and 5-gallon (approximately 18.9 L) jugs have different stretch ratios, preform weights and mold-base cooling circuits. Most producers run 5-gallon production on a dedicated machine configuration. Some platforms can be ordered to span a wide volume range, but a machine optimized for 0.5 L water bottles will not run 5-gallon jugs well, and vice versa.
Q: What size air compressor does a bottle blowing machine need?
View Answer
It depends on cavity number, output and bottle volume. High speed rotary PET blowing can require compressed air at about 600 psig, lesser linear machines are and require less. The compressor and air drier are often quoted independently of the machine, so ask your supplier to size the air system based on your configuration, not guessing.
Q: Do you need separate preform injection equipment?
View Answer
Whether it is feasible hinges on your layout. Two-stage: preforms are bought-in or preform injection moulded elsewhere on a separate PET preform injection machinery, then blown on the bottle blowing machine. Single-stage: preform injection and blowing occur on one machine.
Many bottlers buy preforms externally at first and add preform injection later as volume grows; sourcing the blowing machine and preform machine from one supplier simplifies mold compatibility and commissioning.
Looking to design a PET bottle line for a line rated for your volume?
How We Built This Guide
This guide combines published engineering references on blow molding with production data from Zhangjiagang Mass Technology, a manufacturer of bottle blowing machines, water filling lines, and preform injection equipment. The proportions of defect and transfer-wear values were calculated from our own machine commissioning records, all the other process, regulatory and market figures are cited to their source below. When an exact figure is relative for a specific bottle and machine we have indicated so rather than take the license of presenting a sanitized value.
References & Sources
- Blow Molding — Wikipedia
- A Simulation Study of Preform Cooling in Injection Stretch Blow Molding – Journal of Materials Processing Technology (ScienceDirect)
- Packaging Waste — European Commission, Directorate-General for Environment
- Regulation (EU) 2025/40 on Packaging and Packaging Waste – EUR-Lex, Official Journal of the European Union
- Compressed Air Efficiency Opportunities in the PET Bottle Blowing Industry – Compressed Air Challenge
- Plastic Blow Molding Machine Market Report, 2030 – Grand View Research