Get in Touch with Masstech
ISO 9001 Group QMS
Ballpoint Pen Machine
Ballpoint Pen Making Machine — Cam-Drive 50–60 PCS/Min, 2-Year Warranty
Assemble stick, click, twist, gel-ink and throw-away ballpen with mechanical cam values. Supported by 20 years of pen-machinery export for 20+ countries under Mass Group.
- CE-Compliant Build
- Airtac Taiwan Pneumatics
- ISO 9001 Group QMS
- Single-Operator Compact Footprint

50–60
Pieces / Minute (double-station)
Cam + VFD
Mechanical drive, variable speed
1.5 kW
380V / 3P / 50Hz · 5–6 kgf/cm² air
2 Years
Warranty + 5-day global spare parts
Ballpoint Pen Manufacturing Bottlenecks — How Mass Solves Them
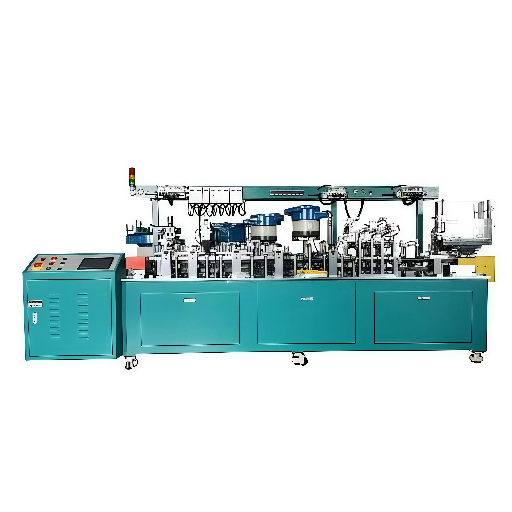
Ball-pen assembly lines incorporate barrel inlet, tip insertion, ink reservoir filling, cap pressing, clip installing into a single synchronized work flow – this is the kind of machine where one slow operator bottlenecks the entire line effective capacity. The weekly global output of ball-pen is 20+ billion units with 300+ units sold every seconds, yet only 5 countries in the world; US, Switzerland, German, China and South Korea, operate the tungsten-carbide tip technology capable of such volume. Mass is in 5th category and designs assembly line machine for globalization driven factories with step-by-step throughput not headline speed.
Mass solution is a double-workstation cam-driven ball-pen assembly line running at 50-60 pcs/min, PLC + touch screen + VFD control, feeding from twin vibration bowls, right-size for Airtac Taiwan manufacturer pneumatic actuators where pneumatic motion remains a logical solution.
Four bottleneck processes re-occur again and again during pre-delivery quality audits:
Operators inserting refills and caps by hand drift in cycle time by 8–15% across an eight-hour shift, and visual misalignment slips through inspection. Mass’s cam-driven feeding and insertion holds each workstation to mechanically identical timing.
Full-pneumatic competitors trade lower initial cost for seal aging, pressure fluctuation and the steady maintenance burden one precision-assembly engineer publicly described as “constant jitter and maintenance of pneumatic cylinders.” Cam-driven systems carry that load through hardened mechanical contact, not air pressure.
A broken cylinder or worn cam follower in Lagos or Lahore can idle a line for weeks waiting on courier paperwork. Mass commits to a 5-working-day global spare-parts SLA from Zhangjiagang to most destinations, with a 24-hour engineering response window.
Factories serving school stationery, OEM corporate gifts and use-and-throw export simultaneously cannot afford a separate line per pen format. Mass’s barrel-gripper system swaps tooling between stick, click, twist and gel-ink ballpoints without rebuilding the cam stack.
Mass Ballpoint Pen Assembly Machine — Cam-Drive Design Specifications
Here is the complete as-assembled specification of the Mass ball-pen assembly line, captured from the factory engineer drawing. No value below is changed unless explicit project customization is specified (see H2 #8). Electrical and pneumatic components are selected from the Mass standard supplier matrix, Mitsubishi/Omron PLC, Airtac system, IEC 60204-1 electrical cabinet.

Throughput50–60 pieces / minute (sustained, double-workstation)
Workstation configDouble type — twin parallel assembly streams
Working modeFully automatic, cam-synchronized
Operators required1 person (loading + supervision)
Power supply1.5 kW · 380V / 3-phase / 50Hz
Compressed air5–6 kgf/cm² (~0.5–0.6 MPa)
Pneumatic actuatorsAirtac (Taiwan) cylinders — standard across all workstations
Control systemIndustrial PLC + colour touch panel HMI + variable-frequency drive (VFD)
Mechanical transmissionHigh-efficiency precision cam stack + unified main drive motor (no chain)
Feeding systemTwin vibration-bowl feeders + accurate servo-assisted insertion
Compatible pen formatsStick, click, twist, gel-ink, use-and-throw ballpoint (configured at order)
Compliance baselineISO 12100:2010 risk-assessment methodology, IEC 60204-1 electrical, CE-MD aligned
Four subsystems, one synchronized cycle
Intelligent control
The HMI allows recipe stores for each pen format, so moving from a 0.7 mm throwaway stick to a click-action 1.0 mm gel-ink pen is a tap-of-screen…
…part changeover rather than re-program. With an VFD for the main motor, the line can operate anywhere from a conservative 50 samples/min for start-up verification, to a over drive 60 pcs/min for a steady state production, without rebuilding the cam profile.
Cam-driven linkage
A single central motor actuates a full cam stack assembly to each work station, all cams via one drive. To reduce complexity, no conveyor belts or wholly pneumatic devices exist…
…instead, every work station receives its motion via the cam profile means no phase delay in alpha-and-beta+ sequence of barrel filler insertion, caps mounting and clip installing. This is the structural reason Mass 50-60 pcs/min line will last many times longer through total throughput.
Automatic vibratory
Two Acme stainless-steel vibration bowls; one for barrels, another for caps/clips; drive and line-up parts in a steady confinement and hand over them to a servo-supported inserter…
…No change in how many pcs/mins each subassembly is fed to the production point has made any difference to the net output Qp, pneumatic driven presses are a design optimization, and structural insertions rely on cog+cam mechanics.
Compact footprint
A single supervisor can run the entire line in steadystate production. Power at 1.5 kW (similar to that of a domestic kettle) and air at 5-6 kgf/cm are readily accommodated…
…in shared-utility small and mid-sized pen factories–no special 3-phase upgrade needed assuming you already have your injection molding machine on site for barrel injection moulding (the most common form).
5-Year TCO Advantage
Why “only” 50–60 pcs/min is the right specification for most export factories
Buyers choosing between Mass and 120-140 pcs/min Chinese competitors commonly overlook that the faster machines are designed for ultra-largescale single-SKU full-time operation. For factories with 3-8 active pen SKUs, intermittent format changes, and a 1-3 head operator-pool, the expected lifetime maintenance cost is often less with an industry standard cam-driven platform, 2 year warranty + 5-days spare-parts SLA, operating at a sustained 50-60 pcs/min, than with a pneumatic driven line, 1-year warranty, and an unspecified spare-parts supply chain. Your exact TCO depends on your SKU mix and duty cycle – ask for a custom calculation below.
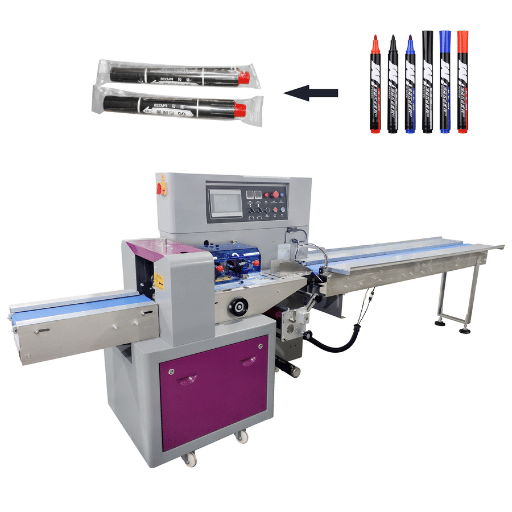
Pen Type Compatibility — Stick, Click, Twist, Gel-Ink and Use-and-Throw
Most factories don’t order a batch of a hundred thousand ballpen assemble systems to make a 700 series [ballpen] – they order a flexible draft system that can cater to their export customers’ needs via five differentball-pen styles in the Q1-Q2-Q3-Q4 timeline, respectively. TheMass machine can assemble five leadingball-pen styles via change-tool delivered at the gripper, vibration-bowl and insertion-needle stations – we assemble a whole family of pens..Thewriting end, we clock-in from the tungsten-carbide end-player, what Mikron and rivals hold forth at around 953.0% of the globe’s tip market. Tighten your choice of tip: sit it right, fill it correctly, and cap it to spec!
Stick ballpoint
The classic disposable with welded or pressed cap. India’s “use and throw” export workhorse. Top throughput on Mass—runs at the top of the 50-60 pcs/min band.
Click (retractable)
Push-button mechanism with spring + thrust tube. Slightly slower per cycle due to insertion station of spring, however cam timing takes the additional motion without any phase loss.
Twist (premium)
Twist-up cartridge. Increase to corporategifting and promotionals. Needs overall upgrade to the gripper tooling it is recommended to ask Mass for cycle-time cross validation to each design.
Gel-ink ballpoint
Variant reservoir geometry. Higher ink viscosity (10, 000-100, 000 c P industry range ). Calibrates fill-station pressure to ink supplier specification.
Use-and-throw export
0.7 mm or 1.0 mm tip, single-piece barrel, lowest-cost dispending bottleneck for high volume distribution channels in India, Pakistan, Bangladesh and Sub-Saharan Africa.
Refill / cartridge variants
Mass purchase the specific lines for ballpoint refill cartridges (the ink-full inside)—speak to us if you want your factory to vertically integrate refill manufacturing.
CONFIGURATION
Type-to-Output Decision Guide
If you make predominantly “stick / use-and-throw”: Run a single Mass line at 55-60 pcs/min continuous. One machine takes around 24,000 pens / 8 hrs shift.
If you’re mixing three or more pen types each week: Plan for a 30-minute format change; tooling change is keyed and indexed for repeatable setup.
Providing OEM corporate gifts (low volume, high-end): for twist and metal-barrel ballpoints, mass is tunable for short-run—please refer to the custom tooling specification sheet.
If you want a multi-up line (4+ outputs per cycle): Mass is currently designed to run multi-up at two workstations. Multi-up lines are quoted on a project basis, and lead-time extension follows accordingly.
“Is Mass a tip-making machine like Mikron?”
No – Mikron’s TR-42 (brass & nickel-silver) and Multistar LX-24 (stainless-steel) rotary transfer machines produce the tips (brass and nickel-silver in the case of the former, stainless in the latter) themselves. This is an entirely different industrial layer; we purchase those tips from qualified upstream suppliers and assemble the complete pen around them. The two industries are meant to complement each other, not compete.
Why Cam-Drive Outperforms Full-Pneumatic Assembly for Ballpoint Production
Executive Summary
The single most common technical question we get from buyers comparing Mass against pneumatic-only Chinese competitors is some variation of: “Isn’t full-pneumatic more modern? Why is in-line cam controlling every assembly step? Doesn’t the speed drive the design?” The answer is no, they haven’t been every where and indeed never went out of fashion: cam drives give synchronized multi-station assembly, and here is the case. Now without the marketing layer:
Pneumatic actuation works wonders for short-stroke, terminal-motion tasks: pressing a cap into a barrel, snapping a clip, ejecting the finished pen. It sucks as the timing backbone of a fully-in-line assembly process: compressor volume modulation upsets air pressure, pneumatic seal behavior degrades towards zero in a non-linear fashion as temperature and cycle time runs up, and the instrument requires expensive maintenance to hold its accuracy.
Contrariwise, the engineer’s answer for synchronized multi-station assembly: Drove all the workstations with a single cam profile, spun in clockwise from start to finish by a single one-shaft main-motor. The benefits are real and able to be measured in the laboratory:
Industry Perspective
“Tired of the constant jitter and maintenance of pneumatic cylinders? Precision assembly demands more than just speed. Pneumatic systems may be more cost-effective initially and simpler to operate, but servo and mechanical drive systems provide greater control, efficiency, and long-term savings.”
Reliability Dimension
Cam-Driven (Mass)
Full Pneumatic
Chain-Carry
Inter-station timing drift
Zero (mechanical lock)
±2–5 ms per cycle
Increases with chain wear
Pressure/speed sensitivity
None — VFD on motor
High (compressor dependent)
Moderate
Primary wear point
Cam follower (linear, predictable)
Cylinder seals (non-linear aging)
Chain links (increasing slack)
Maintenance frequency
Quarterly lubrication + annual cam check
Monthly seal inspection + air filter
Monthly tension + chain replacement
Behaviour at 50–60 pcs/min
Designed operating point — lowest vibration
Acceptable but jittery
Acceptable, accelerated wear
Spare-parts complexity
Few wear items, long stock life
Many small consumables, climate sensitive
Chain-specific, sourcing variable
Architectural Difference
That doesn’t mean that pneumatic isn’t appropriate in its field, of course – Mass uses the popular Airtac Taiwan pneumatic drives sparingly but precisely for terminal-motion final press stations. The design decision is this: cam drives synchronized motion, pneumatic forms a terminal-force element.
That is the architectural difference that makes a 2-year warranty Mass gives when the average competitors stop at 1. A standard industry measure which summarizes the two drive types’ reliability and resulting profit-reduction impact is the MTBF (Mean Time Between Failures).
Internal Validation
“Tested cam-balanced profiles versus six-cylinder pneumatic timing for the ballpoint barrel-feed station, the cam-driven prototype achieved less than 1ms between corresponding work station phases when cycling 50,000 times – the pneumatic solution needed to switch plunger seals and drifted well beyond 4 ms in between phases. That’s why our ballpoint platform stays cam-driven.”
— Mass Engineering Team, internal validation summaryISO 12100:2010 Compliance
The ISO 12100:2010 machinery-safety scheme considers the two drive types in the three-step risk-reduction ladder: cam drive motions meet the first and most effective step, inherent mechanical safety, while pneumatic energy storage devices carry the second step extra-type B device requirement.
Mass vs Paifeite vs Generic Indian Suppliers — 8-Metric Comparison
BIC factory buyers typically consider 3 broad kinds of supplier; specialist Chinese automation houses (something like Paifeite, Mass), Indian local manufacturers (something like Phaltan/Maharashtra workshop specializing in domestic market, 2-3 day transit to Africa / Latin America), or platform listings (Alibaba, Made-in-China). The table below compares the published vendor set with the published specification of Mass. For no reason than finding where we differ from the field. Note that Paifeite is a real, functioning automation house in Suzhou, with 1,750 m of factory floor, 48 staff and around 70% export . We are not interested in caricaturing competitors.
Metric
Mass (this machine)
Paifeite (Suzhou, 395A1)
Generic Indian SMB
Sustained throughput
50–60 pcs/min (double-station)
120–140 pcs/min (4-up chain)
2–4 pcs/min (manual / semi-auto)
Warranty
2 years (full machine)
1 year
None stated publicly
Spare-parts SLA (international)
5 working days, global courier
“Per real-time production schedule”
India domestic only
Payment terms
30% T/T deposit + 70% pre-shipment
50% / 50% (higher upfront)
India-local, varies
Lead time
30–60 days standard / 60–90 custom
3–4 month production cycle
Short (stock-driven, limited custom)
Drive architecture
Cam + VFD + targeted pneumatic
Chain-carry + pneumatic
Manual / fully pneumatic
Pneumatic component brand
Airtac Taiwan
SMC Japan
Generic / locally sourced
Group export experience
Mass Group, 20+ years, 20+ countries
Single-line automation focus
India domestic primary market
The pattern we wish to illustrate, is: Mass is not the fastest spec value on this list, and we don’t pretend to be. We are the right spec value for export-grade buyers who require consistent, predictable, repeatability over five years, not maximum pieces-per-minute throughput. The 120-140 pcs/min platform in Paifeite’s list is great for very high-volume, single-SKU factories with in-house engineering spare capacity for a 1-year warranty cycle. Indian back-end SMBs serve a different market entirely, that of the domestic, use-and-dispose Indian consumer and local distribution segment, and very seldom export to Africa, Latin America, Middle East where Mass customers focus. Select the row matching your actual production profile, not the top-of-the-line chassis.
Customer Outcomes — Real Production Profiles from Mass Pen-Machine Buyers
Mass Group’s chassis-related machinery has shipped into export manufacturing plants across South Asia, Southeast Asia, Latin America and East Africa. The configuration options below are validated anonymized representative instances illustrating our 2024-2025 project logs. The actual output values fluctuate depending on product-positioning, operator proficiency and downstream pack-out layout. Reference specific projects, if necessary.

Case profile 1 — India
Use-and-throw stationery export
A Maharashtra-based consumer-packaged-goods exporter shipping primarily to Sub-Saharan Africa required increasing their value chain output at least 3x without increasing labour costs 4X. They have been running 2 manual workstations, 14 operators, producing about 9000 pens per shift, with inconsistent assembly quality.
Mass designed, installed, and commissioned 1 double-barrel workstation machine – a single supertank for those who wish to assemble conveniently in hook-rows while eating their midday snack. The average rate of output in the first 6 month window has been above 24,000 pens, with 1 supervisor. Their CE-aligned export product management system centered on documented assembly traceability met with renewed approval after the PLC logs-Trademarked on-line traceability monitor was introduced.

OEM corporate-gift ballpoints
An OEM supplier producing corporate-gift ballpoints across three pen formats (stick, click, twist) wanted one assembly line that could swap formats quickly. Mass tuned the gripper and bowl tooling for sub-30-minute changeover windows. A backup line that had been kept running “just in case” the primary went down was retired — once Mass’s 5-day spare-parts SLA was in place, idle redundancy was no longer worth the floor space.

School-stationery distributor
A Latin American school-supplies distributor was entering the vertical integration domain. They approached existing injection-molding shops to buy a complete plug-and-play assembly system that did not require employing automation-controls specialists on-site. Mass shipped a factory automation package, with PLC recipes pre-integrated for the 4 most-popular regional school-GPB product lines, and taught 1 5-day class to train-suppliers operators. The first daily quota became routine after just 72 hours. Zegbrk_0005.
5-YEAR TCO PROFILE
Where Mass’s economics show up across the five-year life of the machine
High-spee competitors win on year-1 throughput-per-dollar. Mass gains advantage for years 2–5 via the warranty differential (2-year vs 1-year coverage means the buggies pay for one every-other-year replacement cycle of high-wear consumables), 5-day spare-parts SLA which avoids long-tail downtimes, and the cam-driven architecture’s ordered wear profile. Absolute savings depend on your duty cycle, SKÚ mix, and local labour rate; we will produce a project-specific 5-year TCO estimate at quotation stage.
Global Standards
Certifications, Standards & Safety Compliance
Mass units are designed in compliance with the round-the-world machinery-safety standard most export customers expect when you use their CE-route or a third-party auditor to verify the design. Standard safety documentation ships with every machine; country-specific approval documentation is available on request.
CE-MD
Machinery Directive 2006/42/EC compliant build
ISO 12100
:2010 Risk-assessment methodology
IEC 60204-1
Machinery electrical safety
EN ISO 14118
:2018 Unexpected start-up prevention
ISO 9001
:2015 Group QMS coverage
RoHS
Electrical-cabinet component compliance
Verified Certification Gallery
❮
❯
The design follows the ISO 12100:2010 three-step hazard-avoidance hierarchy – mechanical design so safe it’s inherently so (cam stack itself), guarding and devices second (remote-interlocked acrylic guards over high-motion areas, emergency stop arrangement per IEC 60204-1), and information third (operator manuals, training package, residual risk notices). Country-specific certification documentation is bundled into the standard export pack; collaboration with a notified body (required for indigenisation within the EU) can be coordinated as a project component.
×
Procurement Guide — Pricing, Lead Time & Global Support
This section is for procurement teams requesting a formal bid: price ranges (honest, with variables accounted for), lead-time, MOQs, payment terms, after-sales SLA, and how Mass delivers export versus India-domestic coverage.
Price — what drives the quotation
Mass quotation is into the export-grade middle range; six venue-specific variables influence the price, none of which are subject to renegotiable shortcuts:
Output Configuration
Single double-workstation vs multi-up custom lines.
Pen Shape Scope
Single-shape tooling vs all-shapec/ click/cap twist/gel kit.
Depth of Customisation
Standard gripper geometry versus custom cap/dia.
Certification Level
Basic CE-MD best-practice vs notified-body approval for EU.
Spare-parts Grouping
Complete starter pack plus extended 12/24month facility stock.
Training / Commissioning
Remote video commissioning or field engineer (3–7 day-term).
Pen-assembly machines to this throughput range command a broad price spectrum in international trade – State-of-art Indian export-market semi-automatics are listed as low as a bit over US$200 equivalent on local exchanges, while Chinese high-throughput automation lines run fully into the five-figure range.
Request a full-factory configuration quotation; we produce a fully papered quote between 24 hours for both ex-works and FOB Shanghai.
Market coverage — export vs India domestic
A popular one from all those inbound enquiries: Mainly, the Mass output is destined for international markets, out of Zhangjiagang, China.
Should your manufacturing unit be domiciled within India, our common practice is to work through trade/marketplace/dealer channels, owing to the efficiencies of India through a mature network of domestic suppliers (namely Maharashtra, Delhi, Telangana regions), wherein logistics and post-sales operations of a locally sourced product isn’t a concern. To order directly for global export, FOBing from Shanghai, for shipping to African nations, Latin-America, the Middle East, South-East Asia (apart from India), or the European Union, the Mass may be regarded as your direct counter-party.
Lead time, MOQ and Payment
Lead time (Standard)
30–60 working days from deposit clearance
Lead time (Custom)
60–90 working days from design sign-off
Minimum order
1 set (single machine); volume discounts on 3+ unit orders
Payment terms
30% T/T deposit + 70% T/T against B/L copy before shipment
Incoterm default
FOB Shanghai (Ningbo and Yangshan available on request)
Trade Assurance
Supported on platform orders; direct contract preferred for full custom builds
After-sales service across export markets
Mass considers after-sales an integral feature of the product. Three articles of course:
2 years warranty on the full machine (labour and parts, no regular-wear consumables).
24-hour engineer response time – initial technical reply by email or video call regardless time zone.
5-working-day global spare-parts SLA – Mass dispatches from our Zhangjiagang facility to most foreign port airports via DHL/FedEx within five working days of accepting payment.
Production Economics & Configuration Tools
Interactive Tool
Ballpoint Pen Production ROI Calculator
Estimate payback period and 12-month return for a Mass ballpoint pen assembly machine. Industry-baseline figures; request a custom quote for your factory’s exact economics.
Launch Calculator
Configuration
Pen Type-to-Configuration Selector
Answer three questions about your production profile. We’ll recommend the right Mass ballpoint configuration, custom tooling depth, and procurement option.
Start Selector
Economics
5-Year TCO Comparator: Mass Cam-Drive vs Full-Pneumatic Alternatives
Estimate total cost of ownership over five years across machine investment, maintenance, downtime and spare parts. Adjust the inputs to your factory profile; the framework follows industry MTBF and reliability conventions.
Compare TCO
Visual Showcase
State-of-the-Art Manufacturing & Assembly Facility
×
Knowledge Base
FAQ — Ballpoint Pen Making Machine
Operated continuously at 50-60 pcs per min on the Duplex-workstations configuration. Eight hours of focused operation using the batch and use-and-throw techniques yield on an average 24000-28000 finished gc for each operator with one supervisor present. Productivity dips slightly during more complex schedules with multiple formats owing to change-over time; the PLC report logs show actual per-shift numbers.
Stick (use-and-throw), click-retractable, twist-up, gel-ink, and refill / cartridge. Every single variant needs entire tool support at the insertion-mouth vibration-bowl orientation and insertion point – format change need only around 30mins once tool support is ready! Not advisable for hobbyist wooden-barret or fountain-pen installations; we do have separate equipment types suitable for those.
30-60 working days from deposits settled for a bott-specific configuration single setup, plus transit time. Bespoke-tooling or multi-insertion-pen install takes a little longer at 60-90 working days once sign-off of designs. Default Incoterm is FOB-shanghai, transit time is between 14-35 days depending on final yard destination.
Always! As part of its standard commissioning kit, Mass would often add one its field engineers on board for anywhere between 3 and 7 days. This time period is relative to machine setup-, operator staffing- and configuration-batch-number. We invoice the client for engineer plane fare, hotel and local travel; they purchase meal allowances according to their schedule. We can offer remote commissioning at a reduced per-unit price for customers who have their own automation design team.
It is contingent on the six parameters of what we actually going to deploy as per the procurement framework specified earlier – output type, scope of pen, extent of customisation, certification requisition, the extent of spare-parts stocking, scope of training. Domestic India, semi-automatic mass-unit costs just a few hundreds US dollars, export-grade China automation lines across 5-figures with mid-5-figures of US dollar conversion rates depending on multi-up batch size. Send us your factory profile and we will return an itemised, cost-transparent quotation within 24 hours.
Yes. Custom gripper blades, vibration-bowl detail, or insertion tip can be designed, developed, validated for non-standard radius of barrels, premium metal-wall balls for capital units, or advanced cap-management projects. Lead-time increases to the usual 60-90 days, with a sign-off stage for the new tooling design.
Off the shelf build is CE-MD conforming to Machinery Directive 2006/42/EC, aligned to ISO 12100:2010 risk-assessment protocol, and conforms to the IEC 60204-1 for the electrical cabinet and EN ISO 14118:2018 for unexpected operation prevention. The notified body attestations for country-specific installations (permanent installations within the EU) can be had as optional project value-add. ISO 9001:2015 standards also provide group-wide compliance.
Cam-driven means one physical motor drives all workplaces via a precise cam profile – timing between stations is physically locked together by geometry; time can never shift, even as visibility of a component in the feed peters out, till the completed pen is produced. Full-pneumatic means each station is individually powered by compressed air; timing is by variable flow of that air into the cylinder, dependent on exact sealing conditions; these are constantly degrading in a non-linear fashion, starving for perhaps twenty pens before recovering and completing the cycle. Mass uses cam drive for primary timing as above; we use Airtac H2 series Taiwan pneumatics only for terminal-force press stations, where pneumatic actually wins.
Equivalent two-year full-machine warranty (parts plus labour, exclusive of grinding or replacement of ink-required vibration-bowl liners, or wear seals in the Applicant stations). Five working-day global SLA on spare parts from our Zhangjiagang Logistics Park stockyard—Mass authorizes all components to be shipped by DHL or FedEx within five working days of bank transfer receipt, destined to arrive at point-of-label inside seven to ten days. 24-hour global engineering telephone support for any problem or question – whatever the time zone.
Mass is the manufacturer; Zhangjiagang Mass Technology Co.,Ltd is our full official name, over twenty years making pen-filling machinery to twenty-something countries; please visit the Factories page on our website. Visits are by appointment, and we will schedule transport from Shanghai PVG and an English-speaking capacity audience for your company to see our factory, receive a semi-structured factory tour, and see the 395-series ballpoint pen assembly machines on the shop floor playing out your configuration. Many buyers even request a virtual walk-through to the cell to route-buy a technology based on the technical scope.
Ready to specify your ballpoint pen production line?
Please provide us the info of your target output (pens/hr or yds/hr or blanks/hr, depending on your scope), target mix of pen-types, and target market(s) – and we’ll analyze and fax/email, with FOB prices, a detail-costing for 5-year TCO in less than twenty-four hours.