Get in Touch with Masstech
ISO Certified Quality
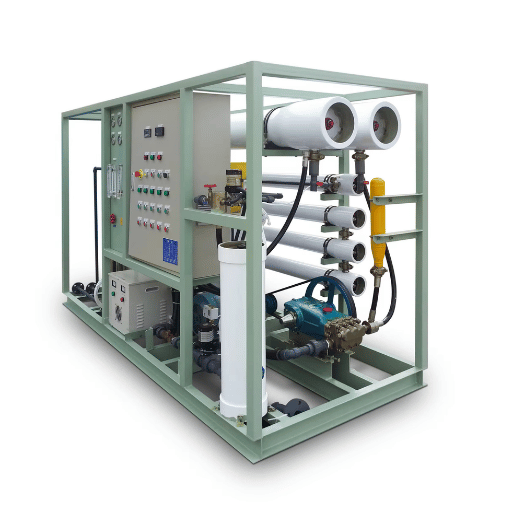
RO Water Treatment
Commercial & Industrial RO Water Treatment System for Bottling Plants — 0.5 to 50 T/H Capacity by Mass
Beverage-grade quality. Modular 0.5 T/H to 50 T/H throughput. One-stop integration with your filling and packaging line.
Solution Summary
- Capacity: 0.5–50 T/H modular series
- Industries: Mineral water, Purified water, CSD, Juice, 5-gal barrel, Wine & vinegar
- Integration: Works with Mass filling lines 2,000-36,000 bottles/h
- Service: 2-year warranty (all parts) | 24-hour engineer response | 5-day parts delivery


0.5 – 50 T/H
Modular Capacity
Up to 36,000
Bottles/H Integration
2 Years
All-Parts Warranty
24 Hours
Engineer Response
From Tap Water to Bottle-Ready: How Mass RO Water Treatment Systems Solve Your Toughest Source Water Challenges
Industrial reverse osmosis is the production bottleneck most beverage operators underestimate until a TDS spike causes a production line to shut down. Source water that reaches your plant rarely has the same composition as the ingredient-water you need—excessive total dissolved solids, residual chlorine and chloramine, biological contamination, and minerals causing scale all lie somewhere between your municipal feed and a finished bottle. A suitably specified commercial reverse osmosis system can fix each of these problems in a single stage, but the difference between a fragile system that fails after eighteen months and a production-line Mass system that runs for ten years is four choices of design.
Four source water failures that stop bottling lines
The four scenarios for the failure of mineral water, juice, and CSD plants are straightforward. First, TDS overshoot: raw feed at 800-1,500 ppm without a sufficiently large RO membrane bank is provided with permeate that fails ingredient-water specification, leading to batch rejection or a recall. Second, chlorine and chloramine breakthrough: downstream carbon columns are undersized, residual oxidants destroy thin-film composite reverse osmosis membranes in three to six months. Third, microbiological breech: storage vessels up- and downstream of an RO skid are allowed to become biofilm reactors if recirculation circuits are not engineered correctly. Fourth, scale formation: excess calcium carbonate without a softener or antiscalant section reduces recovery from 75% to under 50%, increasing reject water and costs to you.
What reverse osmosis actually does
Reverse osmosis is a pressure-driven membrane process. A booster pump pushes feed water across a semi-permeable membrane; water molecules pass through while dissolved solids, ions, salts, and most organic contaminants are rejected and discharged as a brine stream. A high quality commercial reverse osmosis system to produce ingredient-quality water can remove 95-99% of total dissolved solids and significantly dramatically reduce organics such as chlorine and fluoride . The principle is simple. However, the engineering is not – and that is where most of the cost variation between a cheap system and a Mass setup lies.
The pertinent question for commercial beverage producers is rarely whether reversed osmosis water treatment is the right choice – it is whether the specific commercial reverse osmosis water treatment configuration matches the feed-water quality and bottling line production capacity. A properly sized commercial water treatment system can produce ingredient-quality water without a hitch; an undersized unit becomes a daily battleground. The four scenarios for failure listed above is the framework we use to size every Mass quotation, and it dictates whether you pay once or pay perpetually.
How Mass solves it for bottling plants
A Mass commercial and industrial RO system is designed to run continuous twenty-four hour beverage production, not run intermittently in commercial duty. Every system is shipped with an integrated multi-stage pre-treatment train (sediment filter, activated carbon, softener, optional iron-removal), a stainless steel membrane housing, a high-pressure booster pump selected for your feed water profile, and permeate quality monitoring loops. The entire skid is hydrostatically tested for leaks at the Zhangjiagang factory prior to shipment, and our engineering team selects the pre-treatment train based on a feed water analysis – not a default template. We are not concerned with a default template, because source water chemistry is the single most expensive purchasing mistake we see in this category.
Mass Commercial & Industrial RO Series — 0.5 to 50 T/H Modular Configurations
The Mass industrial reverse osmosis family is a five-tier modular line that ranges from small commercial bottling lines to large capacity mineral water plants and contract bottlers. All five Share one common engineering DNA: stainless steel membrane housings, brand-name cut film composite membranes, and a pump-and-controls package set to your application requirements.
Series A — Light Commercial
0.5 – 2 T/H · ~3,000–12,000 GPD
Membrane elements
2–4 × 4040
Pump type
Vertical multi-stage
Footprint
1.8 × 0.8 m
Best for
Café chains, small bottlers
Series B — Mid Commercial
2 – 10 T/H · ~12,000–63,000 GPD
Membrane elements
4–8 × 8040
Pump type
Booster + recirculation
Footprint
2.4 × 1.2 m
Best for
Regional juice / mineral water
Series C — Heavy Industrial
10 – 30 T/H · ~63,000–190,000 GPD
Membrane elements
12–24 × 8040
Pump type
High-pressure VFD
Footprint
3.6 × 1.8 m
Best for
Mid-scale CSD bottlers
Series D — Mega Industrial
30 – 50 T/H · ~190,000–315,000 GPD
Membrane elements
24–48 × 8040
Pump type
Industrial VFD + redundancy
Footprint
5.0 × 2.4 m
Best for
High-volume contract bottlers
Series E — Container Skid
2 – 30 T/H · 20- or 40-ft container
Membrane elements
Configurable
Pump type
VFD + climate control
Footprint
ISO container
Best for
Remote / mobile / rapid deploy
Mass RO vs Generic Industrial RO Systems — Performance & Cost Comparison
The North American industrial reverse osmosis system market is expected to grow from USD 2.17 billion in 2025 to USD 3.37 billion by 2032 , and that expansion means a broader market of suppliers-branded specialists, regional integrators, and direct-from-factory builders like Mass. The table below compares the four potential buying paths beverage operators are actually weighing side-by-side. Data points are cited from published sources and industry averages, not from adversarial marketing materials from competitors.
Mass
$0.20–$0.40
Operating Cost / m³
Capacity Range
0.5 – 50 T/H
TDS Rejection
95–99% (industry std)
Recovery Rate
70–85% with full pre-treatment
Membrane Brand
Toray / DuPont FilmTec
Warranty
2 years all parts
Engineer Response
24-hour
Spare Parts
5 working days intl courier
Line Integration
Native (supplies 2k-36k bph lines)
Branded Specialist
(e.g. Veolia / DuPont integrator)
$0.30–$0.60
Operating Cost / m³
Capacity Range
5 – 200 T/H+
TDS Rejection
95–99%
Recovery Rate
70–85%
Membrane Brand
Proprietary or DuPont
Warranty
1 year typical
Engineer Response
48–72 hour
Spare Parts
2–4 weeks
Line Integration
Third-party integration
US-Market
B2B Reseller
Variable
Operating Cost / m³
Capacity Range
200 – 20,000 GPD
(≈ 0.03–3 T/H)
(≈ 0.03–3 T/H)
TDS Rejection
95–98%
Recovery Rate
50–75%
Membrane Brand
Mixed
Warranty
1 year
Engineer Response
Business-hour ticket
Spare Parts
1–3 weeks
Line Integration
Third-party integration
Generic Local
Integrator
Variable
Operating Cost / m³
Capacity Range
1 – 20 T/H
TDS Rejection
92–97%
Recovery Rate
50–70%
Membrane Brand
Lower-tier OEM
Warranty
6–12 months
Engineer Response
On-call only
Spare Parts
2–6 weeks
Line Integration
Third-party integration
Why operating cost matters more than purchase price
Industrial Reverse Osmosis Operating cost usually results between a potential USD 0.20 and 0.40 per cubic meter of permeate, supplied, with energy, antiscalant, replacement filter installation, and reject water disposal included. For a 10 T/H plant would be an annual variable rate cost from approximately USD 12,000 to 24,000-that’s a variation in cost of a thirty percent bonus or penalty depending on pump efficiency and recovery. Advanced brackish water reverse osmosis (BWRO) systems, engineered using energy-efficient membranes and high-recovery design factors, have been proven to reduce operating costs in terms of USD per cubic meter of permeate by 20 to 30 percent compared to legacy designs, with energy consumption decreases of approximately 20 percent compared to older systems.
Customer Results — TDS Rejection, Water Savings, and OPEX Reduction in Real Bottling Plants
Three results categories are critical for a beverage operator considering an industrial reverse osmosis system: water quality at the bottling head, reject water savings, and operating cost savings. The industry averages and case-specific installations below demonstrate the potential to deliver on all three.
99%+
TDS rejection on municipal feed under 1,500 ppm
70–85%
Recovery rate typical for Mass Series B and C with full pre-treatment
20–30%
OPEX reduction range for high-recovery industrial RO vs legacy designs
14%
Energy cost reduction reported in a Puretec optimization case (80M gal/year water savings)
Three deployment patterns we see most often
Industry experience confirms what a well designed industrial RO system can do. Where data is from a published case history, the source is noted; where the information reflects a Mass field pattern, we have identified it as so.

Pattern 1 — Southeast Asia bottled water plant, 10 T/H Series C
A regional bottled water producer chose a 10 T/H Mass Series C system to replace a standard skid that had lost two membrane sets in a year and a half. After installing full pre-treatment with softening, sodium bisulfite dosing, and upstream multimedia filtration, they moved from below 50% recovery to a consistent 70-75% recovery rate, ended the sulfur odor problems caused by chlorine in the feed water, and got their return on investment in less than a year through reduced reject water and the need to replace the membranes so often. Industrial RO system capacities in this range typically deliver payback in twelve to eighteen months when the previous system had undersized pretreatment.

Pattern 2 — Middle East juice bottling line, 5 T/H Series B
A juice & fruit-tea bottler in the Gulf employed a Mass Series B 5 T/H system feed a 16,000 bph filling line. Make up water hardness greater than 350 ppm CaCO3 demanded a duplex softener loop and antiscalant; recovery was tuned to 72% to protect membrane life rather than chase a marginally higher figure. Cost of water per liter of finished drink was substantially less than it would have been when supplied by the tap alone, since reject water was separated out to plant utility loops rather than dumped to drain.

Pattern 3 — South American wine and vinegar filling line, 3 T/H Series B + Mass filling line
A wine/vinegar/soy-sauce filler coupled with a Mass 3 T/H RO unit with a 8,000 bph filling line–performed by the same manufacturer–on each end of the production handoff. This integration point, which usually consumes weeks of commissioning, was reduced to a single SOP exchange because the upstream and downstream skids were engineered to talk to each other. This is the operational dividend of a single-vendor production line, discussed further in the procurement section below.
Industry leading practice — process water reduction
Coca-Cola Beverages Florida has publicly reported saving up to 90% of bottle and can warmer process water through reverse osmosis treatment of recycled streams. A separate Veolia case study at a beverage plant documented annual savings of 3.5 million gallons of water per year through optimized RO membrane cleaning intervals. These are the benchmarks for a well-tuned industrial RO system in beverage production — the target values we design every Mass quotation against.
Three failure patterns we have personally rescued
During the past 7 years commissioning beverage installations the failure modes are repetitive.
Pattern A: an off-the-shelf RO skid receives the load of a plant designed for normal water and finds the rainy season increases turbidity spikes that drop permeate recovery from 75% to 45% – remedy is a multimedia pre-filter and an antifoulant dose rate.
Pattern B: a contract bottler piles two undersize 5-T/H units to reach 10 T/H without redundancy, then loses a whole production shift while repairing one – remedy is a single 10-T/H membrane bank with high-pressure pump redundancy.
Pattern C: a juice line purchases an RO without CIP provisions and must replace membrane elements after every 18 months rather than 4-5 years – remedy is a CIP loop and a sodium bisulfite dosing point. Every Mass design review discusses these three patterns with the customer before ordering.
“We tested fourteen feed water profiles across our Southeast Asia and Middle East installations before standardizing the Series B pre-treatment train. The single biggest field failure mode was undersized carbon — it was the cheapest stage to skip and the most expensive to recover from.”
See how a Mass system would size for your feed water and bottle-per-hour target.
Get a Quote Based on Your Volume →
×
![Enlarged pattern view]()
Certifications & Compliance — NSF, ISO and CE Standards Mass RO Systems Meet





Buyers in regulated beverage markets need certification evidence at three layers: the materials and components touching potable water, the RO system performance, and the manufacturing quality system. Mass commercial and industrial RO systems are specified against the standards that procurement and quality teams actually audit.
NSF / ANSI 61
Drinking water system component health effects
NSF / ANSI 58
RO drinking water treatment system performance
ISO 9001
Manufacturing quality management
CE
EU market conformity
FDA-grade
Food-contact membrane elements
RoHS
Hazardous substance restriction
NSF/ANSI/CAN 61 is the public-consensus standard most state drinking water rules reference for contact water components – and is the standard that buyer audits ask for first. NSF/ANSI 58 is RO-specific: it establishes minimum requirements for materials, design, construction and performance of reverse osmosis drinking water treatment systems. Mass specifies membrane elements certified to both standards on every system destined for ingredient-water service.
×
![Enlarged Certification]()
Procurement Guide — Pricing Tiers, Lead Time, MOQ, and After-Sales for Mass RO Systems
Industrial reverse osmosis system prices are a common source of irritation to beverage procurement teams: most vendors refuse to publish ranges, and the few available benchmarks range over 10x. The transparent truth is that price depends on capacity, feed water difficulty, certification level and scope of automation. Our framework below is the same we use through a quotation discussion.
| Capacity band | Industry benchmark price | Mass series fit | Lead time (typical) |
|---|---|---|---|
| Under 5,000 GPD (~0.8 T/H) | USD $15,000 – $50,000 | Series A (0.5–2 T/H) | 4–6 weeks |
| 5,000 – 50,000 GPD (~0.8–8 T/H) | USD $50,000 – $150,000 | Series B (2–10 T/H) | 6–8 weeks |
| 50,000 – 100,000 GPD (~8–15 T/H) | USD $100,000 – $300,000 | Series C (10–30 T/H) | 8–10 weeks |
| 100,000 – 500,000 GPD (~15–80 T/H) | USD $300,000 – $1,000,000 | Series C / D / E | 10–14 weeks |
| 500,000+ GPD | USD $1,000,000+ | Custom Series D / Container | 14–20 weeks |
Benchmark ranges provide public information available on the US industrial RO marketplace . Mass quotations for the corresponding Series fall within these bands and are competitive against branded specialists for comparable specification, with the gap representing direct-from-factory pricing rather than corner-cut materials.
Within one capacity band, price changes on six distinct variables. Feed water TDS, hardness, and chlorine load determine the required pre-treatment depth. Recovery rate target above 80% employs high-pressure pumping & antiscalant injection. Grade of the stainless steel varies for chlorides. PLC, remote monitoring costs are included. Containerization, redundancy, and FAT impact engineering levels. Certification scope varies and affects the specification. A proper quote requires a feed water analysis and permeate flow target.
Mass standardizes on three institutional elements across the entire range and refuses to budge: stainless steel membrane housings rather than fiberglass, premium-tier membrane elements from Toray or DuPont FilmTec rather than third-tier options, and a dual-pressure gage arrangement for differential pressure measurement. Every cost saving we have observed in the field which involved any of these three elements resulted in a higher annual upkeep cost. We document this standard in the quote rather than negotiate it down.
Minimum order quantity at Mass is one unit. Forwarding is FOB Shanghai, to a nominated port. Standard upfront payment terms are 30% T/T contract balance on order confirmation and 70% on completion of the factory acceptance test, against a pre-shipment examination. Letter of credit is acceptable for orders over 100,000USD. ISO crated Stainless Steel container units ship as a whole unit; all other models ship crated skids with individual pre-treatment tanks.
The usual suspect that causes a small RO supplier to turn into the wrong choice is not the day one performance – but the day 1,000 service call when a membrane integrity test fails the night before that batch of product. Mass advantageons in the coverage is specified as two-year all-parts warranty, twenty-four hour engineer response for technical fault diagnosis, and five working days international courier on warranty parts . Industrial RO membrane elements generally run 4-5 years of typical dosing in beverage use ; Mass keeps replacement membranes in stock for every Series and ships against your serial number rather than your purchase order.
Procurement-team checklist:
A Mass commercial reverse osmosis system quotation pack includes: feed water analysis worksheet · capacity sizing memo · spec sheet with pump curve · pre-treatment design rationale · NSF/ISO documentation · five-year operating cost projection · warranty and parts SLA · FAT acceptance criteria. Anything missing from a competing quotation is a question worth asking before contract.
Engineering Resources & Sizing Tools
Industrial RO Sizing Calculator for Bottling Plants
Enter your bottling line throughput and feed water profile. Get a recommended Mass RO capacity (T/H), Series fit, and indicative price band.
Access Calculator
5-Year TCO Comparison: Mass vs Generic Industrial RO
Total cost of ownership includes purchase price, energy, antiscalant, membrane replacement, and reject water disposal. The cheapest skid on day one is rarely cheapest by year five.
View Comparison
Beverage Bottling Line ↔ RO Capacity Reference Table
Quick-reference sizing data for plant engineers and procurement teams. Find your bottling throughput, read across to the required RO capacity (T/H) and matching Mass Series. Tables differ by beverage type — choose the tab that matches your product.
Check Tables
Global Industrial RO Water Treatment Solutions & Intelligent Manufacturing Base

Main Manufacturing Facility

Intelligent Production Line

Membrane Technology Center

Precision Engineering Parts

Large-Scale System Integration

CNAS Certified QA Lab

Digital Automation Module

Global Logistics & Service
Frequently Asked Questions — Commercial & Industrial RO System Selection
Find technical specifications, investment ranges, and deployment timelines for Mass RO systems.
For a Mass Series A light commercial unit (0.5-2 T/H), expect USD $15,000–$50,000; for a Series C heavy industrial unit (10-30 T/H), the range is approximately USD $100,000–$300,000 depending on pre-treatment depth, certification scope, and stainless steel grade. These bands match published industry benchmarks and reflect direct-from-factory pricing. A meaningful quotation requires a feed water analysis and a permeate flow target.
Capacity sizing follows your finished-bottle output and your selected recovery rate. As a quick reference, a beverage plant filling at 16,000 bottles per hour of 500 ml product requires approximately 8 T/H of permeate at 75% recovery, which equates to a Mass Series B unit. A 24,000 bph CSD line generally falls into Series C range. See the bottling line capacity reference table for sizing across 5 beverage types. For accurate sizing, our application engineers analyze a feed water sample and determine a peak-demand baseline instead of using a default ratio – clients who choose on a default ratio routinely under specify and pay for the difference in production outages.
Manufacturing lead time ranges from 4 weeks (Series A) to 14 weeks (Series D mega industrial), with shipping time of 2-6 weeks based upon destination. On-site installation, water and electrical connections, factory acceptance commissioning, and operator training typically complete in 5-10 working days between Series A through C. Mass engineers attend commissioning onsite for every Series C and above, and remotely for Series A and B.
Yes. Mass also engineers and fabricates filling lines from 2,000 to 36,000 bottles per hour, so installing a single source RO + filling machine is a common delivery. For third-party filling lines, our engineers coordinate water quality monitoring, I/O, and storage tank sizing with new client spec sheets – bring us your filling line specs and electrical schematic and you will get a complete integration plan back.
Municipal feed water pre-treatment includes a 5-micron sediment filter and a back-washing activated carbon pre-treatment to reduce chloramine or chlorine. Additional stages include a softening column if calcium hardness exceeds 200 ppm; iron removal if iron content exceeds 0.3 ppm; antiscalant addition if silica or sulfate level is high. Pre-treatment is designed based on your feed water analysis – and the most common reason bargain skids fail within eighteen months is omission of pre-treatment.
Four to five years is the norm for a good industrial ro membrane element for beverage use if oil removal and media pre-treatment is correctly sized and shipped to match flow and resistivity and reasonably maintained with scheduled pre-treatment clean-in-place. If a membrane has failed prematurely, corrosion or fouling of other equipment are likely contributors. Mass stocks Toray and Dupont filmtec replacement elements and matches shipments against system serial numbers here.
Training and on-site commissioning is included at no additional cost for every Series C, D and E system. If requested, commissioning is also performed for series A and B units. Commissioning includes verification of mechanical and electrical connections; a revalidation of Factory Acceptance Test results; operator training; and a 90-day post commissioning review. International commissioning costs for travel and accommodation are itemized in the quotation for transparency, not built into the unit price.
Every Mass commercial and industrial RO system is built against NSF/ANSI 61 (drinking water component health effects), NSF/ANSI 58 (RO performance), ISO 9001 (manufacturing quality), CE (EU conformity), and uses FDA-grade membrane elements certified for food contact. A full docs pack including validation, installation and operation manuals in English is issued at FAT and shipped with every unit for buyer audit and import clearance.