Get in Touch with Masstech
CE + ISO 9001 Certified
Pen Injection Molding
Pen Injection Molding Machine — Servo Precision for Pen Barrel Production
Servo-driven 140T to 800T injection molding machines designed for thin-wall pen barrels, ballpoint pen bodies, cap for marker pens, and gel pen tubes. Demonstrated energy savings of 30-50% over hydraulic IMM. Support with a 2-year warranty and 24-hour engineer response by Masstech.
Book Free Factory Consultation
Solution Summary — Masstech Pen IMM at a Glance
140–800T
Clamping force range
30–50%
Servo energy savings vs hydraulic
8–48
Cavity options per pen part
2-Year
Warranty + 24h engineer SLA
CE + ISO
Verifiable certifications
PP / PS / ABS / PC
Pen-grade materials supported
Pen Barrel Production Pain Points and How a Specialized IMM Solves Them
Pen injection molding machine selection is deceptively simple on paper- choose a tonnage, add a screw, run the line. Conditions are more brutal in practice: thin-wall pen barrels suck every competitive IMM designed for general-purpose work into unrecoverable losses. Three features distinguish a profitable pen part business from a declining one.
Pain 1 — Wall Thickness Drift

Symptom
general-purpose screws produce uneven plasticization at low MFR, leading to 0.05-0.15 mm wall variance across cavities.
Solution
22:1 L/D screw with mixing zone adjusted to PS/ABS pen-grade resins – wall variance less than 0.05 mm across an 8-cavity barrel mold.
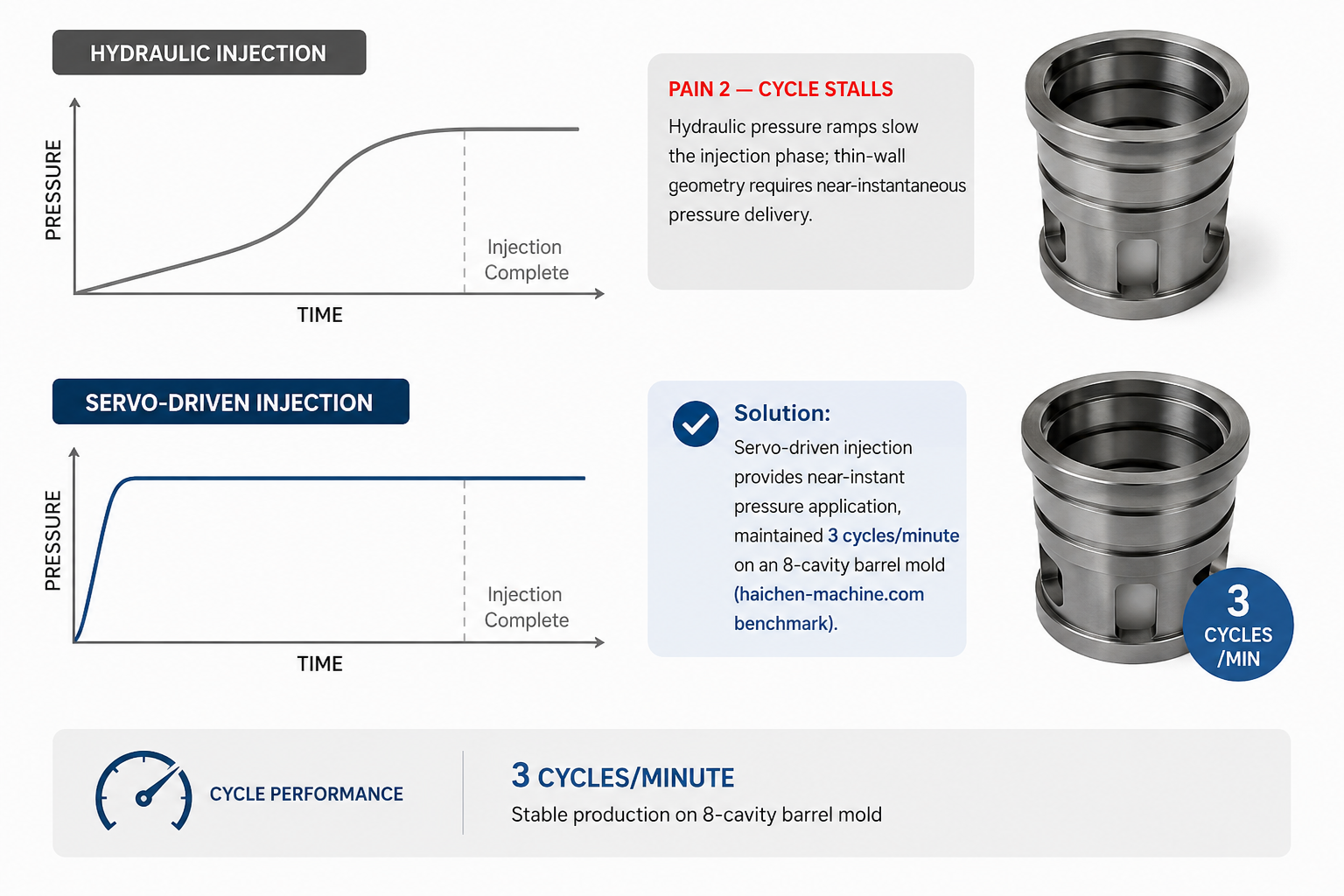
Pain 2 — Cycle Stalls
Symptom
hydraulic pressure ramps slow the injection phase; thin-wall geometry requires near-instantaneous pressure delivery.
Solution
servo-driven injection provides near-instant pressure application, maintained 3 cycles/minute on an 8-cavity barrel mold (haichen-machine.com benchmark).
Pain 3 — Material Switch Downtime

Symptom
mixing screws optimized for one resin family contaminate during PS to ABS or PP transition.
Solution
nitrided barrel + cleaning routine reduced purge time from 90 minutes to less than 25 minutes between pen grades.
Pen manufacturing at a global scale now about 26 billion units annually, with 14 billion of those made in China (47% of global production). Managing every cycle second and every milligram of wall thickness makes the difference between profit and loss. Reducing cycle time by just 1 second on an 8-cavity tool yields 480 additional pens per shift – enough to amortize the servo upgrade within months.
Calculate Your Production ROI“We tested seven screw geometries before standardizing on a 22:1 L/D mixing screw for pen-grade PS and ABS. Pen barrels do not fill at the gate when the melt temperature fluctuates by as little as 8C across the cavity bank- that fluctuation accounts for the earliest first-shift yield loss.”
Masstech Pen IMM Lineup — 140T to 800T Tonnage Map
Optimal tonnage for pen manufacturing depends on three inputs: cavity count, pen part shape, and shot weight. Masstech’s range covers 140T to 800T because no single tonnage can serve every pen plant efficiently. Smaller barrels and pen caps run smoothly at 140-180T; thick-wall novelty pens or 32-cavity pen cap molds demand 240-400T; full-line pen body manufacturing running multi-cavity barrels with integrated cap molds hit the 400-800T band.
Tier
Tonnage
Typical Pen Part
Shot Weight (PS)
Cavity Range
Best-Fit Annual Output
Entry
140–180T
Pen barrel, pen tip housing
120–250 g
4–8 cavities
20–60 M units
Mid
200–300T
Pen cap, ballpoint body, marker pen barrel
250–500 g
8–24 cavities
60–150 M units
Heavy
400–800T
Multi-cavity pen barrel, novelty pen, cap-and-body combo
500–1,200 g
24–48 cavities
150–400 M units

Masstech 160T (Entry-Tier Workhorse)
Clamping force: 1,600 kN
Screw diameter: 40 / 45 / 50 mm options
L/D ratio: 22:1 (pen-tuned mixing zone)
Best for: 8-cavity pen barrel + pen cap factories
Energy savings: 30–50% vs hydraulic baseline

Masstech 240T / 280T (Mid-Tier)
Shot weight (PS): up to 470 g
Cavity flexibility: 16 to 32 cavity molds
Recommended for ballpoint and gel pen manufacturers producing 80 M units/y
Standard with closed loop servo + PLC + 100 recipe storage

Masstech 400T+ (Heavy-Tier)
Multi-cavity 48-tool capacity for cap-and-body combo molds
Cycle benchmark: 168 pieces/minute on 48-cavity tool
Configured for 24/7 operation with predictive-maintenance hooks
Aligned with 150 M+ unit annual output factories
Cavity-by-Cycle Decision Matrix — Match Tonnage to Pen Part
Throughput is driven by cavity count more than tonnage. An 8-cavity 160T machine surpasses a 4-cavity 240T machine every shift of the year. It is cavity layout matching to clamping capacity that matters- not capex overspends or mold-capacity underuse.
This matrix summarizes real cycle-time data available from pen-factory pilot runs- for the specific pen component, recommended cavity count, cycle time achieved, and corresponding annual output. You will not find this matrix among the top-three Google search results pages for “pen injection molding machine.”
Pen Part
Recommended Tonnage
Cavity Options
Cycle Time
Pieces / Minute
Annual Output @ 6k hrs
Pen barrel (PS, 0.7 mm wall)
140–200T
4 / 8 / 16
18–22 sec
22 (8-cav) – 44 (16-cav)
8 M – 16 M units
Pen cap (PP, snap-fit)
140–200T
8 / 16 / 32
14–18 sec
30 (8-cav) – 110 (32-cav)
11 M – 40 M units
Pen tip housing (PC, precision)
140–180T
8 / 16
16–20 sec
28 (8-cav) – 56 (16-cav)
10 M – 20 M units
Ballpoint pen body (ABS)
200–280T
8 / 16 / 24
20–26 sec
20 (8-cav) – 60 (24-cav)
7 M – 22 M units
Pen inner push (PP)
160–240T
16 / 32 / 48
12–16 sec
70 (16-cav) – 168 (48-cav)
25 M – 60 M units
Marker pen barrel (PE)
180–240T
8 / 16
22–28 sec
20 (8-cav) – 40 (16-cav)
7 M – 14 M units
Specifications and Servo Architecture
Masstech’s 160T pen IMM is used as the baseline spec for the entry tier; larger tonnage machines simply scale the same architecture. Following is the entire technical spec sheet many buying managers ask for in an RFQ—including the long/l and back-pressure data competitors normally neglect.
Spec
Notes
Clamping force
1,600 kN (160T)
Vertical-compression toggle structure
Screw diameter (3 options)
40 / 45 / 50 mm
Choose by shot weight + part wall thickness
L/D ratio
22:1
Industry packaging standard 18:1–24:1; 22:1 optimizes PS/ABS plasticizing for pen-grade resins
Theoretical injection volume
276 / 350 / 432 cm³
By screw size
Injection volume (PS)
251 / 318 / 393 g
Real shot weight at 22:1 L/D
Maximum injection speed
111 mm/s
Critical for thin-wall pen barrel filling
Injection pressure
137–215 MPa
Adjustable per resin and wall thickness
Back pressure range
5–15% of injection pressure
Tunable for color dispersion and melt uniformity
Maximum screw RPM
210 r/min
Higher RPM at lower back pressure for fast cycle
Toggle stroke
490 mm
Mold opening flexibility
Tie-bar distance
465 × 418 mm
Mold base envelope
Maximum mold height
520 × 470 mm
Supports stack molds up to limit
Ejection stroke
150 mm
Adequate for 50–80 mm pen barrel ejection
Ejector force forward / backward
45 / 30 kN
Pen-cap ejection without cosmetic mark
Motor power (servo)
18.5 kW
Servo-only consumption during injection cycle
Heater band power
9.95 kW
4 temperature zones + nozzle
Oil tank capacity
230 L
Servo-pump configuration
Dimensions (L×W×H)
5.5 × 1.5 × 1.9 m
Footprint sized for typical pen-factory line
Machine weight
5.6 t
Foundation rating per shop floor
Pen-Grade Plastics — Material Selection Guide
Pen part design determines resin choice, which in turn influences screw design and heater profile. The table below summarizes the main differences between the five plastics used in the majority of global pen manufacturing today.
Material
Typical MFR
Pen Parts
Shrinkage
Pros
Cons
PP (Polypropylene)
10–25 g/10min
Pen barrels, ink tubes, pen caps
1.5–2.5%
Low cost, good chemical resistance, low warpage
Lower transparency, lower stiffness than PS
PS (Polystyrene)
10–35 g/10min
Transparent pen barrels, see-through housings
0.4–0.7%
High transparency, dimensional stability, easy to mold
Brittle, lower impact resistance
ABS
15–40 g/10min
Ballpoint pen bodies, premium pen exteriors
0.4–0.7%
Tough, paintable, good surface finish
Higher cost, needs drying before molding
PC (Polycarbonate)
3–25 g/10min
High-end pen tip housings, precision cap mechanisms
0.5–0.8%
Ultra-precise, impact resistant, transparent
Premium price, requires high melt temperature
Recycled PP/PS
Variable
Eco-line pens, promotional pens
1.0–2.5%
30–50% material cost reduction, ESG marketable
MFR variability requires tighter back-pressure control
Material → Machine Configuration Cheat Sheet
For depolymerized polypropylene lines: standard 22:1 L/D screw, low (5-8%) back-pressure, higher (up to 4,000 rpm) RPM

PS-consuming lines use a 22:1 L/D mixing screw in the mid-range back-pressure zone (8-12%) at between 240-260C melt temperature
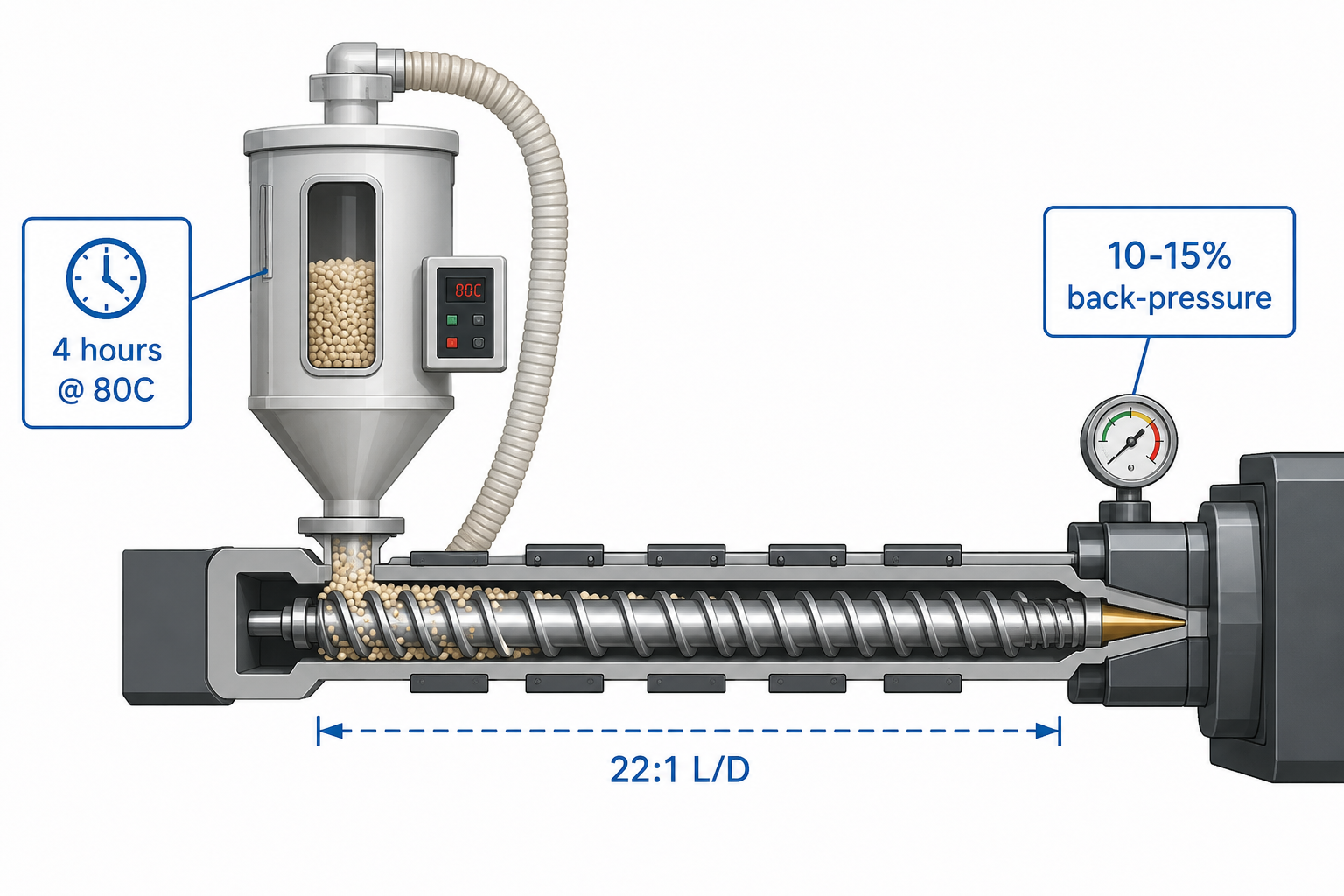
Supplying ABS into the material stream can require a drying hopper (4 hours @ 80C), 22:1 L/D, 10-15% back-pressure
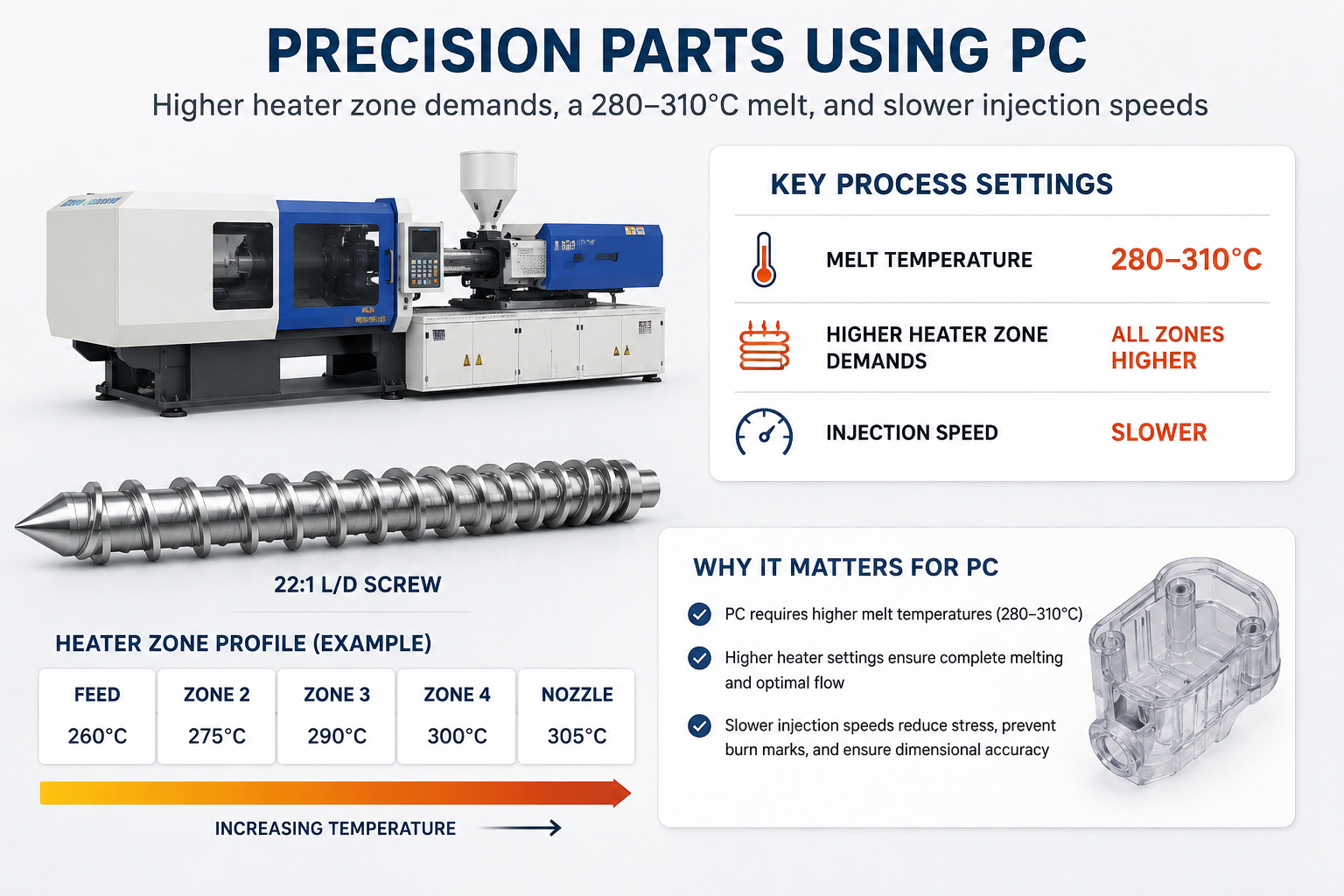
For precision parts using PC, expect higher heater zone demands, a 280-310C melt, and slower injection speeds

Recycled resin lines need a high wear resistant screw+barrel (nitrided surface) to manage MFR-variability
Started equivalently, raw material makes up 60–70% of a pen factory’s operating expense so your choice now—a function of what machines you buy—affects your ROI 2 or 3 years out more than tonnage ever will.
Discuss Material CompatibilityServo IMM versus Hydraulic versus All-Electric — A Pen-Production Comparison
Only three drive architectures have spread through the pens market so far: traditional hydraulic, servo-hydraulic, and all-electric. Each has its own economics driving it—up—and each has its own special advantages. Servo-hydraulic (Masstech’s standard build) wins out for most pen factories in the upland thousand-or-two in scale. But not all. UpfrontCapex, power cost, annual volume levels are the decision factors.
Dimension
Hydraulic
Standard Build
Servo-Hydraulic (Masstech)
All-Electric
Capex (160T equivalent)
Lowest
+15–25% vs hydraulic
+45–70% vs hydraulic
Energy use (vs hydraulic)
1.0× (baseline)
0.5–0.7× (30–50% savings)
0.3–0.5× (50–70% savings)
Cycle precision
±2.0%
±0.8%
±0.3%
Cleanroom-suitable
No
Possible
Yes (zero hydraulic oil)
Maintenance
Frequent oil changes
Reduced (servo only runs on demand)
Minimal
Best-fit pen volume
≤50 M units/year
50–300 M units/year
≥150 M units/year, medical/precision pens
Payback period
n/a (baseline)
12–24 months at typical volumes
30–60 months
Pricing Factors and Total Cost of Ownership
No one of the top three Pen IMM competitors with USD published on our website 2000-2024 ranks for the term pen IMM. We have not, because most real quotes will be feature-tuned to configuration variables I wouldn’t accurately capture with a simple number. What we publish- and what 99% of purchasing departments need to budget- is the macro pricing and TCO math behind an imagined 5-year purchasing decision.
Capex Pricing Factors (drives the upfront quote)

Tonnage tier
140-180T (entry), 200-300T (mid), 400T+ (heavy) – capex linearly scales with clamping force
Drive technology selection
servo-hydraulic baseline; all-electric conversion adds 30-50% to baseline

Cavity-mold compatibility
32+ cavity configuration affixes larger ejection systems and mold base envelopes

PLC + recipe storage included
multi-lingual human-machine interface optional, with additional price line

Auxiliaries
(drying hoppers, color-mixing units, robotic part-picker) each add an incremental price line on top of baseline
SILVER TIER — TCO Framework
Total Cost of Ownership
(5-year horizon, 160T servo configuration)
Industry data (Plastics Technology, ENGEL, 2024-2025) points to the following TCO breakdown for a typical 160T servo pen IMM capable of 6,000 hours/year. Specific figures will vary with site electricity prices, shift lengths and patterns, material choices- contact us for a quote on your application.
Power draw for servo models is within 30-50% of hydraulic baseline, as servo motor only consumes power during injection process
Downtime hours drops 25-40% over 5 years due to lower frequency of hydraulic-oil changes
Spare parts: Masstech stocks critical pen-IMM components and is committed to 5-day International delivery
Operator time drops according to how much less the PLC + recipe storage takes to switch between different pens than older controls
Typical time-to-roi with above-industry average pen volumes (60 M units / year) is 12-24 months
Customer Outcomes — Pen Factory Production Results
We identify three common deployment patterns from Masstech pen-IMM deployments servicing SE Asia, Africa, Latin America, as represented by 2024-2025 commissioning outcomes from pens factories exceeding 60M units over 200 M units/year.
Case A
Mid-Tier Pen Factory, Southeast Asia
2 Masstech 240T IMMS tried and tested with OEM 16+pen-cap molds and 8+ pen-barrel molds. Production objective: 90 M units/year, pens include gel, ballpoint, etc…
Cycle time on 16+pen caps: 16 sec; on 8+pen barrels: 19 sec
Energy reduction versus prior hydraulic line: 38%
Reported payback (servo premium): 16 months
Case B
Promotional Pen Specialist, Africa
1 Masstech 160T with custom 8+pen barrel mold and integrated OEM branding tooling; mixed resin operation (PP barrels, ABS bodies).
Daily output: 100 K pens single-shift
Minimum switch time between resins: 22 min (old machine took 90 min)
Mold changeover: 35 minutes via PLC recipe recall
Case C
High-Volume Exporter, Latin America
4 Masstech 400T IMMs with 32+part high performance mold blocks; production goal: 3 shifts, 220+ M units
Pieces/minute on 32-cavity push-rod tool: 168
2024 production target exceeded by 9%: 240 M units.
Time to response on warranty service calls: 18 hours (average).
Cross-Vendor Naming Cheat Sheet — Pen IMM Model Equivalents
The Pen IMM model codes are unique to each manufacturer – HCK (Haichen), GT3-LS (Lanson), MA (Mass Filling), or sometimes Masstech has its own tonnage coded series. In the case of a Chinese buyer comparing quotes from half a dozen Chinese suppliers it can take several hours to work out which models are the same. We have compiled this cross-vendor reference as none publishes one. The model naming conventions are different between vendors so it is always best to check specification with the vendor before buying.
Tonnage Tier
Haichen
Lanson (GT3 series)
Mass Filling
Standard Baseline
Masstech
110–160T (Entry)
HCK 110 / 150 / 160
(below GT3 range)
MA-110 / MA-150
Masstech 140T / 160T
170–230T (Mid)
HCK 200 / 210 / 230
GT3-LS170W / 200W / 230W
MA-180 / MA-210
Masstech 180T / 200T / 240T
240–310T (Mid-Heavy)
HCK 230 / 310
GT3-LS280W
MA-260 / MA-300
Masstech 280T / 300T
400T+ (Heavy)
(not pen-specific)
(beyond GT3 range)
(not pen-specific)
Masstech 400T / 500T / 800T
Strategic Tonnage Advantage
The most obvious tonnage save from Masstech for pen factories is in the 400T+ range – neither Haichen nor Lanson has any pen-specific tooling listings above 310T, and Mass Filling is below 300T. If pen factories are going to grow toward 200 M+ units annually, 400-800T is the range where multi-cavity 48-cavity lines start to be economically viable.
Certifications and Compliance
Pen IMM procurement at both manufacturer and machine levels has the two ‘compliance gates’: machine level safety (CE mark and EN 201) and manufacturer level quality (ISO 9001:2015). Just getting a certificate isn’t enough – buyer teams should validate scope by having the registrar database checked. Masstech provides the scope below as external validation.
CE Marking
Machinery Directive 2006/42/EC — full machine safety conformity
EN 201
Plastics machinery — Injection moulding machines safety standard
EN 60204-1
Electrical equipment of machines — general safety
ISO 9001:2015
Quality management — covering pen IMM design, manufacturing, and after-sales service







Verifying Certification Scope
ISO 9001 certificate without scope documentation is a procurement vulnerability – numerous molders are ISO 9001 certified for assembly only, not design and manufacturing. Masstech ISO 9001 scope of registration states workmanship in regards to injection moulding machine design, manufacturing, installation and after-sales service. Certificate registration number, registrar and dates of validity are available upon request and can be verified via the registrar public registry.
Required documentation of entire certification scope and registrar lookup info?
Get Compliance Documentation PackageService SLA — What “After-Sales” Actually Means
2 Years Warranty
Up to 2 years warranty on all machine parts (servo / motor / hydraulic system / controls / screw and barrel).
24-Hour Engineer Response
Engineer response on technical issues takes place within 24 hours – by telephone, skype, or email.
5-Day Parts Dispatch
For stock spare parts (servo modules, sensors and control boards), 5 days it is effective that international courier is shipped.
On-Site Training
Operators are trained on-site for 3-5 days during installation, with quarterly remote technical reviews in year one.
Free Consultation
Free mold compatibility consultation for new product launches to guarantee initial production success.
The Real Cost of Downtime
Lanson, Haichen, and Mass Filling publish no SLA or a fuzzy “lifetime tech support” line. Masstech’s commitment is on a hard 24-hours response and 5-days parts SLA. This is because pen factory downtime costs about $5,000 per day on a 100 K-pen-per-day line—every minute lost costs more than the cheapest quote.
Interactive Engineering & Planning Tools
Utilize our proprietary calculators and matrices to accurately estimate your return on investment, production throughput, and material compatibility for your pen manufacturing lines.
Servo Payback Calculator
Calculate the exact ROI and break-even timeline for upgrading to servo-hydraulic injection molding machines based on your local power costs and shift profiles.
Launch CalculatorCavity Output Estimator
Accurately estimate your annual pen parts production volume based on cavity count layout, specific cycle times, and operational hours.
Estimate OutputPen Resin Selector
Find the optimal pen-grade plastics (PP, PS, ABS, PC) matched to your specific pen components, shrinkage tolerances, and molding requirements.
Select MaterialFrequently Asked Questions
1. What tonnage do I need for pen barrel production?
For 8-cavity pen-barrel mold, 140-180T for regular ballpoint ink-pen is enough. For 16-cavity pen-cap or 32-cavity pen-push mold, you should go up to 200-280T. For 24-cavity or more and thick wall novel pen mold, the 400-800T tier is necessary. The cavity x cycle matrix in this guide calculates your portions tonnage precisely.
2. How many cavities should my pen barrel mold have?
Number of cavities is governed by annual volume target and cycle time. A 20-sec. cycle 8-cavity barrel mold will deliver around 8MM p.a. if produced on a single 6000-hour shift pattern. To produce target volumes of 30MM p.a. it’s necessary to double up to 16-cavity. To meet 60MM plus it’s necessary to push more multi-cavity 32 or 48 tools as fast as a 240-400T.
3. What is the cycle time for an 8-cavity pen barrel mold?
Actual world cycle time for an 8- cavity PS pen-barrel mold on 160T servo IMMs is 18-22 seconds for injection/hold/cooling/filling eject. 3 cycles/min is normal for an 8- cavity barrel, industry standards (Haichen reports) take about that many. That’s 24 pens/cycle, 1,440/min, 8.6 million per shift.
4. Servo versus hydraulic — which is better for pen production?
For the pen factories above 80m/year, servo-hydraulic provides 30 to 50 percent energy savings with 12- to 24-month payback over the servo capex premium. For the smaller factories under 50m/year, traditional hydraulic remains an economical option. This management guide provides the complete comparison matrix, in addition to the volume-based decision model, to give you the answer.
5. How much does a pen injection molding machine cost?
Auto- tier pen IMM is in the order of $30,000 to $40,000 for an entry 140-160T servo assembly. It scales enormously for 400T+ heavy- tier multi- cavity assembly. A full Pen production line-IMM. Ink filling and assembly- runs in the region of $200,000 (industry average per IMARC Group 2026 data). Masstech on the other hand provides quotes according to tonnage, cavity number, drive technology and auxiliary equipment.
6. What pen-grade plastics can the machine process?
Standard 22:1 L/D screw arrangement processes PP, PS, ABS, PC and recycled blends throughout the entire Masstech 140-800T range. ABS and PC require pre-drying. Recycle-resin feed lines have a nitrided wear-resistant screw modification – please specify at time of order when feed materials are subject to variability.
7. What is the typical lead time and MOQ?
General leadtime from confirmed PO to shipment by ocean is 8-12weeks. No minimum order quantity for pen IMM buy, one IMM order by single machine is being considered. Production line order (more than 1 IMM + auxiliaries) weekly batch every 12-14weeks;
8. Do you provide custom molds and OEM logo support?
Custom molds OEM logo embossing, special barrel geometries, or customized cap mechanisms are designed and built by the Masstech’s own mold shop. Mold lead time is 4-6 weeks apart from machine machine. Standard adjustable mold mounting on each Masstech IMM allows third part molds into published tie-bar envelope.
9. What warranty and after-sales service do you offer?
All Masstech machines are shipped with 2 years parts warranty. Engineer response within 24 hours by phone, email or video call. Stocked spare parts will be sent by international courier service, within 5 working days of confirmed requirement. Operator training included during installation; quarterly remote technical reviews through year one.
10. What is the typical payback period for a 160T servo machine?
This payback on servo capex premium (over a hydraulic baseline) is normally within 12-24 months for pen factories operating at 80 mio units+ pa. Energy reduction is typically 30-50%, as well as hydraulic-oil maintenance and reduced cycle-time through PLC recipe storage. This is a usually more rational alternative below 50 mio units pa.