Get in Touch with Masstech
Ballpoint Pen Making Machine: The Complete Buyer & Process Guide
A field guide to how ballpoint pens are manufactured, what equipment is involved, and what serious buyers should verify before signing a purchase order.
A ballpoint pen making machine is the industrial equipment that turns plastic pellets, brass blanks, and tungsten carbide balls into the finished writing tools sitting on every desk on the planet. This guide walks through the eight production stages, the core machines that handle each one, the standards that govern quality, and the cost and capex math behind starting a manufacturing line in 2026. The focus is industrial B2B equipment — not hobbyist pen-turning lathes, and not tattoo “pen machines,” which Google often confuses with this category.
Quick Specs
| Industry classification (US) | NAICS 339941 — Pen and Mechanical Pencil Manufacturing |
| Typical tip ball diameter | 0.5 mm – 1.0 mm (most common: 0.7, 1.0) |
| Ball diameter tolerance | ±0.005 mm (≈ 1/20 of a human hair) |
| Tungsten carbide hardness | 1400 – 1800 HV (Vickers), 3× ordinary steel |
| Writing length per tip | ~80,000+ words (per CTIA industry data) |
| Bulk-production unit cost | ~$0.021 / pen (Roser, 2018 analysis at 100k+ MOQ) |
| Governing quality standards | ISO 12757-1:2017, ISO 12757-2:1998, ASTM D-4236 |
| Global tip output (Mikron equipment) | 200M+ tips per day, ~95% world share (Mikron claim) |
What Is a Ballpoint Pen Making Machine?
A ballpoint pen making machine is any piece of industrial equipment used in the serial production of ballpoint pens — that is, pens whose writing tip rotates a small metal ball seated in a socket to dispense oil-based ink. In practice the term covers a family of machines rather than a single device: injection molders for plastic barrels, die-casters and rotary transfer machines for metal tips, ink-filling lines for cartridges, and automated assembly presses that put it all together.
The U.S. Bureau of Labor Statistics tracks this category under NAICS 339941 — Pen and Mechanical Pencil Manufacturing, which historically included about 69 US establishments and 3,560 workers as of the last QCEW reporting. Globally, the market is far larger: the ballpoint pen balls market alone was valued at roughly USD 1.2 billion in 2023, projected to reach USD 1.8 billion by 2032, according to a DataIntelo market report.
⚠️ Important — Search Intent Clarification
A confusion worth flagging: the phrase “ballpoint pen machine” is often used online to describe tattoo pen machines that take ballpoint-pen-style ink cartridges. This guide deals only with industrial pen-manufacturing equipment. If you arrived looking for tattoo cartridges, this is not the right page.
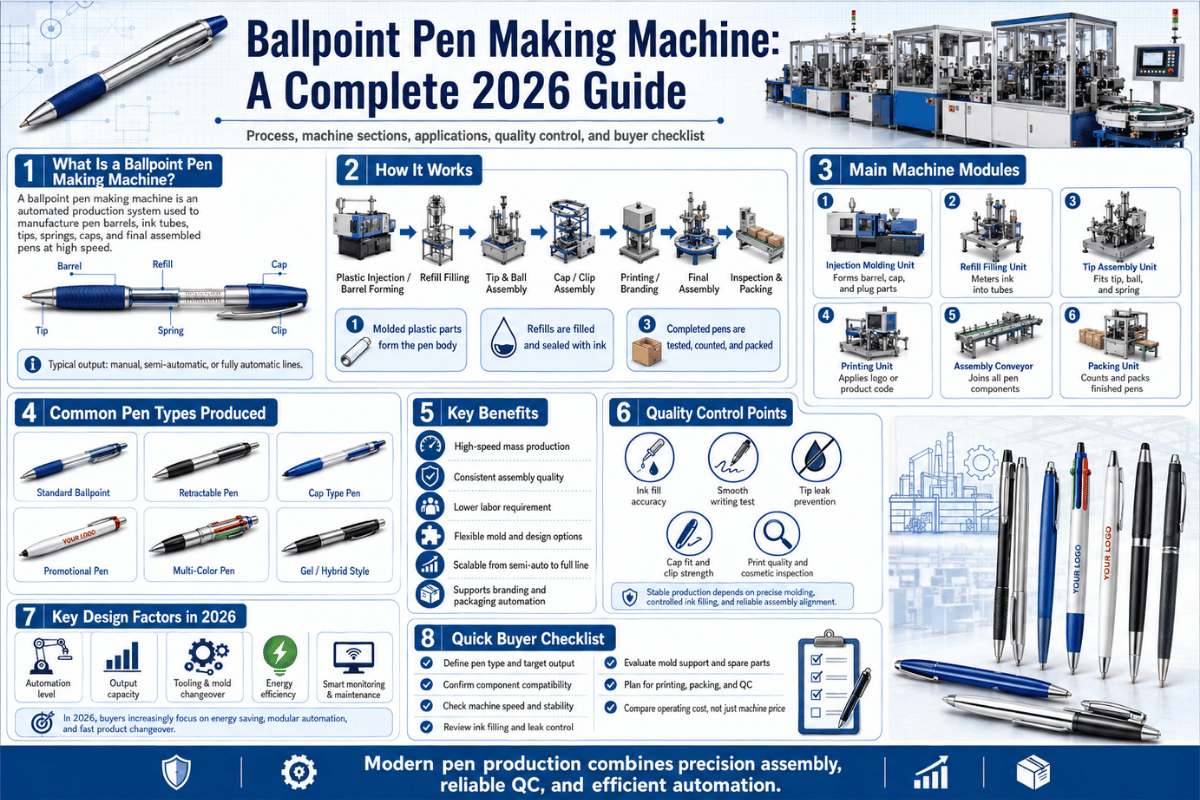
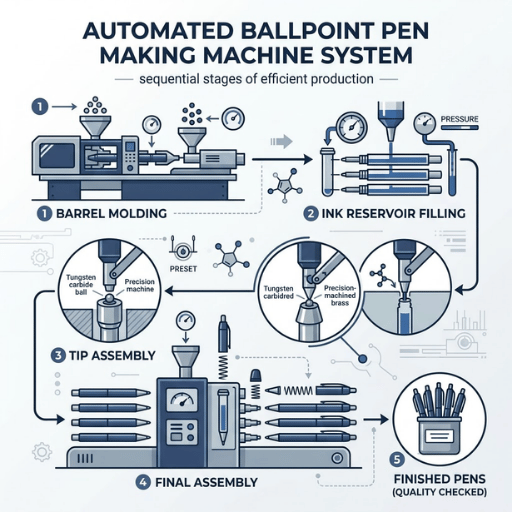
The 8-Stage Ballpoint Pen Manufacturing Process
Ballpoint pens look simple, but the production process behind them is a piece of fine engineering that took most of a century to perfect. An ACM Ubiquity Blog has called the modern ballpoint pen an “extraordinary ordinary thing,” and once you see the eight production stages laid out, the reason becomes clear.
How are ballpoint pens manufactured today?
Modern factories run a continuous, mostly automated line that turns raw materials into a finished writing instrument in eight stages. Each stage is handled by a dedicated machine type, with robotic transfer or conveyor systems linking them together.
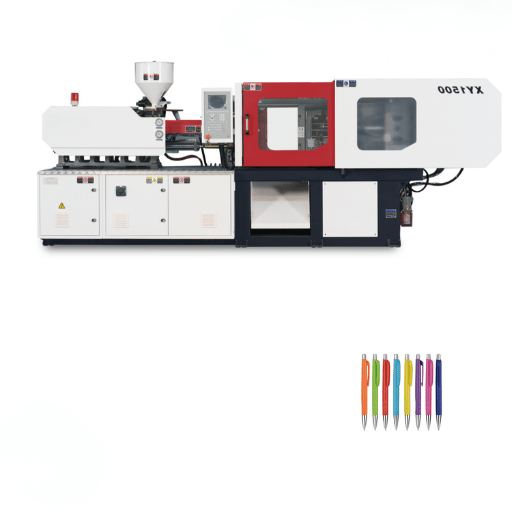
- Stage 1 — Plastic injection molding: Thermoplastic pellets (most often polypropylene or ABS) are melted at roughly 230°C and injected at high pressure into precision steel molds to form barrels, caps, and grips.
- Stage 2 — Metal forming: Brass, nickel-silver, or stainless steel parts (clips, tip housings) are produced by die-casting or by cutting and machining from wire stock.
- Stage 3 — Ball production: Tungsten carbide balls are formed by powder metallurgy. Carbide powder is mixed with a cobalt binder, pressed, and sintered into spheres harder than ordinary steel.
- Stage 4 — Tip machining: A ball is seated into a machined brass socket on a rotary transfer machine that drills the ink channel, cuts the seat, and crimps the lip in a sequence of micrometer-precision operations.
- Stage 5 — Ink formulation: Oil-based ink with viscosity between 10,000 and 100,000 centipoise is mixed in batches, then loaded into ink reservoirs in volumes of 0.1 to 0.5 mL per refill.
- Stage 6 — Cartridge filling: Reservoirs are filled by either gravity-fed dispensing (low-cost lines) or vacuum-assisted filling (premium lines that need bubble-free ink columns).
- Stage 7 — Assembly: Robotic arms or semi-automated stations bring the refill, spring (for click pens), thrust device, barrel, clip, and cap together in the right sequence and tolerances.
- Stage 8 — Quality testing: Sample pens are run through writing-distance tests, leak tests, and tip-rotation checks. Specialist machines such as the Mikron ATW-10 test ten refills at once at writing angles between 60° and 90°.
This division of labor matters for buyers because each stage uses different equipment, has different capex, and has different quality-failure modes. A producer can buy a full vertically integrated line, or specialize in just one stage — most often, in the tip itself.
Inside the Tip — Why Tungsten Carbide and How It Is Made
Here is the surprising part of the industry. Until around 2018, even China — the world’s largest pen assembler — had to import every single tungsten carbide ball from Japan or Europe, because no domestic producer had the precision-grinding technology to make them at the required tolerance. That gap closed only recently, as documented by lean-manufacturing engineer Christoph Roser in his 2018 cost-teardown study. It is the smallest piece of the pen, and also the hardest piece to make.
“On a ballpoint pen tip with a diameter of less than 1 millimeter, a tungsten ball rolls thousands of times per minute, precisely transferring ink to the paper. The diameter error of the ballpoint must be controlled within ±0.005 mm, equivalent to 1/20th the diameter of a human hair.”
— China Tungsten Industry Association (CTIA), industry technical brief
Tungsten carbide earns its place at the writing tip because it is one of the hardest engineered materials available. Its Vickers hardness sits between 1400 and 1800 HV — about three times that of common steel — and its melting point is 2800°C. Hardness gives the ball resistance to the wear that would otherwise score and flatten a softer alloy after a few thousand meters of writing. CTIA reports that a single tungsten tip can support more than 80,000 words of writing before its rotation degrades to the point of skipping. Independent reference data for tungsten carbide mechanical properties is also maintained by the NIST Ceramics Data Portal, whose fracture-toughness values align with the wear-resistance behavior CTIA describes for pen-grade balls.
📐 Engineering Note — The 1/20-Hair Tolerance Standard
CTIA’s three published acceptance criteria for a ballpoint tip are: dimensional accuracy within ±0.005 mm, surface roughness lower than Ra 0.01 μm, and roundness error no greater than 0.003 mm. The dimensional figure works out to 1/20th of a human hair’s diameter; the surface roughness number is finer than what most precision-machined gears require. These limits exist because once a ball deviates from a perfect sphere by even a few microns, ink either pools and bleeds, or fails to wet the surface and the pen skips.
Counter-intuitive fact for buyers: the material cost of the ball is almost nothing. Roser’s 2018 component teardown found that a single ball at bulk weight costs about $0.00000018 in raw material — less than a hundredth of a cent. Expensive parts of the tip are the machining, polishing, and quality-control infrastructure surrounding it. That is why most pen factories outsource their balls to specialist suppliers, and why Mikron Group reports that roughly 95% of the world’s ballpoint tips today are produced on Mikron rotary transfer equipment, with more than 200 million tips manufactured on Mikron machines every single day.
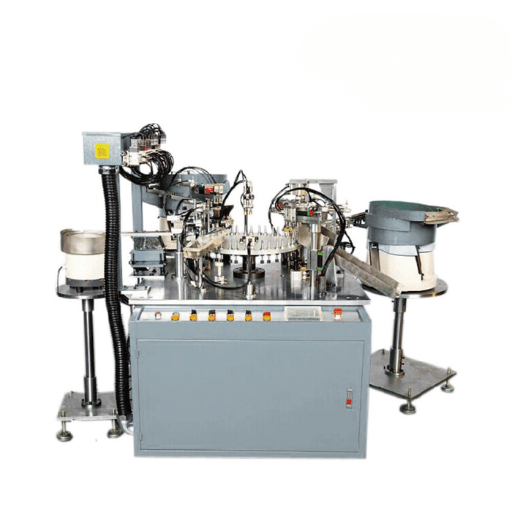
Core Machines on a Ballpoint Pen Production Line
A vertically integrated ballpoint pen factory runs seven core machine types in series. Each one has a narrow job, and each one carries its own quality-failure signature when something drifts out of spec. Each stage also brings its own workplace-safety regime — injection molding in particular is regulated under OSHA’s plastics-machinery guarding standards, which mandate barriers against clamping mechanisms, burns from molten plastic, and trapped-limb hazards.
What is the difference between a ballpoint pen making machine and a tip making machine?
In common B2B marketplace language, a “ballpoint pen making machine” often refers to the complete assembly and ink-filling line that takes finished components and produces packaged pens. A “tip making machine” — sometimes called a tip-forming or rotary transfer machine — is the upstream piece of equipment that produces only the tip subassembly (the ball seated in its socket). Tip-making is a specialty: the machine sells separately, the buyers are a smaller group of specialist suppliers, and the precision class is markedly higher. Most pen assemblers buy finished tips by the millions rather than make their own.
| Machine | Job | Representative model |
|---|---|---|
| Wire cutting machine | Cuts brass or steel wire into blank tip housings | Mikron TR-42 |
| Rotary transfer machine | Drills ink channel, seats ball, crimps lip — the heart of tip production | Mikron Multistar LX-24 (24 stations, up to 44 working units) |
| Injection molding machine | Forms plastic barrels, caps, grips, thrust tubes | Multi-cavity servo presses, 25-150 ton clamp |
| Die-casting equipment | Forms metal clips and decorative parts at >900°C | Brass and zinc-alloy presses |
| Ink filling machine | Loads ink reservoirs (gravity-fed or vacuum) | Multi-head dispensers, PLC-controlled |
| Assembly press | Joins refill, spring, barrel, clip, cap into finished pen | Semi-auto or robotic-arm cells |
| Automatic test writer | Verifies ink flow, writing length, line consistency | Mikron ATW-10 (10 refills at 60-90° angles) |
For B2B buyers, the practical lesson is that procurement decisions live at the machine level, not the line level. Small operations often buy a single assembly press and source every other component, including the click mechanism subassembly, as a finished part. A large factory buys a coordinated set, often from one vendor, with a shared PLC architecture so all the machines can talk to one quality-data system.
Ink Filling — Gravity-Fed vs Vacuum-Assisted

Here is the part of the story that surprises most newcomers. When László Bíró patented the ballpoint pen in 1938, he had already solved the mechanical problem — a rotating ball does in fact dispense liquid. The reason ballpoints did not work for nearly a century before him is that water-based ink soaks straight into paper fibers and bleeds. The actual engineering breakthrough was the ink chemistry: an oil-based pigment paste thick enough to stay put on the page, thin enough to flow under ball rotation. That is also why ink-filling, not ball-forming, is the part of the line that separates a cheap pen factory from a premium one.
Two filling methods dominate today. Both work; the difference is what kind of pen you can produce with them.
✔ Gravity-Fed Filling
- Ink falls into the reservoir under its own weight
- Cheap to install, simple to maintain
- Acceptable for commodity pens (under $0.10 retail)
- Tolerates higher ink-viscosity variance
- Accepts small air pockets in the ink column
⚠ Vacuum-Assisted Filling
- Pressure differential pulls ink in, no air pockets
- Higher capex, more PLC complexity
- Needed for documentary-grade pens (ISO 12757-2)
- Required for high-viscosity gel and pigment inks
- Cuts ink-related failure rates at QC
Decision Rule — Pick a Filling Method
- If the production target is commodity pens (retail under $0.20, 100k+ MOQ) and ISO 12757-2 documentary certification is not required → gravity-fed filling is acceptable.
- If the production target is premium, gel, or documentary-use pens for legal, financial, or government buyers → vacuum-assisted filling is the safer baseline.
- If the line will run multiple ink chemistries on the same equipment (oil, gel, water-based rollerball) → vacuum-assisted is the only method that handles all three reliably.
Industrial vs Hobbyist Machines: Which One Do You Actually Need?
This is the single most common buying mistake in the category. Industry data shows that a substantial share of inbound RFQs to industrial pen-machine vendors come from buyers who actually want hobbyist or DIY equipment — and a smaller but real share goes the other way, with hobbyist tooling sold into operations that needed industrial scale.
These two categories share almost no real component. A pen-turning lathe (the equipment that woodworkers use to make decorative pens from kits) produces one custom pen at a time, in minutes, with the operator turning the chuck by hand. An industrial ballpoint pen making machine produces tens of thousands of finished pens per shift, with one or two operators handling the entire line.
| Dimension | Hobbyist / Pen-Turning Kit | Industrial Ballpoint Line |
|---|---|---|
| Output rate | ~10-30 pens per day (manual) | 5,000-50,000+ pens per shift |
| Capex range | $500-$3,000 (single lathe + tools) | $50,000-$500,000+ per machine cell |
| Footprint | Workbench / garage | 200-2,000 m² factory floor |
| Operator skill | Hand-craft, 1 person | PLC operator + maintenance + QC team |
| Target market | Gift shops, Etsy, executive desks | Wholesale, OEM, promotional, retail |
| Per-pen cost economics | $20-$200 per finished pen | $0.02-$2 per finished pen |
⚠️ Common Mistake
B2B searches that include the word “lathe” — pen-turning lathe, pen-making lathe — almost always point to hobbyist equipment, regardless of how many search results return industrial-looking imagery. If your business plan needs more than 100 pens per day, the lathe path will fail. Conversely, if your customer is a gift shop owner asking for a “ballpoint pen making machine” for a workshop space, do not quote them an injection molder. Mismatched scale is the most expensive procurement error in this category.
How Much Does a Ballpoint Pen Making Machine Cost?

Two cost questions sit under this heading, and B2B buyers consistently conflate them. First is the per-pen production cost (the unit economics of the finished product). Second is the machine capex (the up-front investment to install a line). An honest answer is that the first question has good public data, and the second one does not.
How much do ballpoint pens cost to make?
Most detailed public teardown to date is the 2018 component-level study by lean-manufacturing analyst Christoph Roser. Working from four sample retractable pens purchased at bulk pricing (75,000 to 115,000 MOQ from German and Chinese suppliers), Roser broke each pen down into its weighed components and assigned material and process costs:
- Per-pen material cost: $0.0051 (polypropylene barrel + steel ball + ink dominate)
- Per-pen manufacturing cost: $0.015 (injection molding + assembly + QC + amortized capex)
- Total ex-works cost before profit: ~$0.021 per pen
- Cheapest bulk retail observed: $0.035 / pen (Yiwu, China, 115k MOQ)
These figures hold for commodity, retractable, 11-component pens. Premium pens with metal barrels, gel ink, multi-color print, or branded packaging run several times higher. At the very low end, pricing is governed by raw-material physics: at $0.004 per pen for a 7g unit, the pen’s price-by-weight reaches that of heating oil. There is a real floor to how cheap a working pen can be, set mostly by the plastic itself.
Machine capex is a different conversation. Public B2B marketplace listings for “automatic ballpoint pen making machine” cluster between roughly $5,000 (small semi-automatic assembly press) and $500,000+ (vertically integrated line with PLC-coordinated tip-forming, ink-filling, and assembly). Specific quotes depend heavily on automation level, output rate, geographic origin, and post-sale support. Vendors are the right source for current numbers — the marketplace listings tend to be lead-generation prices that move sharply once specs are firmed up.
Quality Control Standards Every Buyer Should Verify

For industrial buyers, a machine quote is only as good as the quality system that comes with it. Three ISO and ASTM standards govern most of the technical conversation, and each has a different scope.
- ✔ISO 12757-1:2017 — Ball point pens and refills, Part 1: General use. Defines minimum quality requirements for pens sold for everyday writing. Covers writing length, line consistency, and basic ink performance.
- ✔ISO 12757-2:1998 — Documentary use. Higher bar for pens that produce records meant to last decades: stricter ink fastness, light-fade, and chemical-resistance requirements. Mandatory for many legal, financial, and government procurement contracts.
- ✔ASTM D-4236 — Standard practice for labeling art materials for chronic health hazards. Applies to inks; relevant for pens marketed to schools, art retailers, or any market where end-user safety claims will be audited.
On the equipment side, the most widely used finished-product test is the writing-distance test. Mikron’s ATW-10 automatic test writer, for example, runs ten refills simultaneously at writing angles between 60° and 90°, and records the distance written on a paper feed before ink failure. Operators read the number directly off the recording in meters, then convert it to an approximate word count.
Buyer QC Verification Checklist
- Confirm which ISO 12757 part the equipment is rated to produce against.
- Request the most recent ATW-10 (or equivalent) writing-distance report for the model on offer.
- Ask for the tip ball supplier and material grade (tungsten carbide grade and binder content).
- Request defect-rate data over the last 90 days from a reference customer, not the vendor.
- For documentary-use lines, verify ISO 12757-2:1998 ink-fastness test reports, not just a self-declaration.
- For art-materials and school-supply markets, verify ASTM D-4236 ink labeling compliance.
- Inspect calibration logs for the rotary transfer machine — ±0.005 mm tolerance is not achievable on equipment last calibrated years ago.
How to Start a Ballpoint Pen Manufacturing Business
For founders entering the market in 2026, the path looks roughly the same whether the target customer is a regional wholesaler or an export OEM contract. What changes is the size of the equipment investment and the cost of the supplier mistakes that cannot be undone after the first machine is bought.
How to start a ball pen business?
Six steps describe the most common founding path observed across B2B marketplaces and the manufacturer interviews surfaced by industry analysts:
- Market sizing — Define the target buyer (commodity wholesale, premium OEM, promotional, or documentary). The pen market is large but segmented; Business Research Insights projects the global pen market at $9.76B in 2026, growing to $12.73B by 2035 at roughly 3% CAGR, but the luxury segment grows at almost 8% CAGR by Technavio’s count.
- Equipment scope decision — Choose between three setups: (a) full vertically integrated line including tip-forming, (b) assembly-only operation that buys finished tips from specialists, or (c) tip-only specialist supplying other assemblers. Most new entrants choose (b) — it has the lowest capex and the shortest time-to-market.
- Capex tier selection — Match the line to the realistic first-year output target. A semi-automatic assembly press with 5,000-pen-per-shift output costs roughly $10,000 to $50,000 for entry-tier builds; a fully automated vertically integrated line starts in the high six figures.
- Supplier country choice — China remains the volume center; Japan and Germany are the precision specialists; India and Southeast Asia are the fastest-growing new producers. Diversifying away from single-country sourcing is increasingly common after 2024.
- Standards and certification — Decide upfront whether ISO 12757-1, ISO 12757-2, and ASTM D-4236 compliance are part of the buyer offer. Adding ISO 12757-2 after the line is installed costs more than designing it in from the start.
- Procurement and pilot run — Negotiate factory acceptance tests (FAT) at the vendor’s site before shipment, and a 30-90 day pilot run before signing final acceptance. Inspect the rotary transfer machine and the ink filling head in person. For machine model selection across setups and price tiers, the Masstech ballpoint pen making machine product range covers the most common entry, mid, and premium builds used by new factories.
Most consequential of these decisions is step 2 — the equipment scope. Buyers who try to vertically integrate tip production in their first year almost always run into precision-grinding issues that the bigger specialists have been working on for half a century. Buying finished tips from a Mikron-line specialist is usually the lower-risk path.
Industry Outlook 2026 — Market Growth, Capacity Shifts, and What Is Changing

This industry is not glamorous, but it is steady. Four 2024-2026 market analyses describe the same picture from different angles, and the picture is one of consistent low-to-mid single-digit growth in volume with a faster-growing premium tail.
$9.76B → $12.73B
Global pen market 2026 → 2035 (Business Research Insights)
5.20% CAGR
Ballpoint pen market growth 2023-2030 (Cognitive Market Research)
7.6% CAGR
Luxury pen market 2024-2029 (Technavio)
$1.2B → $1.8B
Tip ball market 2023-2032 (DataIntelo)
Two trends matter more for equipment buyers than the headline growth numbers. First, regional capacity is reshuffling. India and the ASEAN bloc are building new pen manufacturing capacity at a rate the older centers (China, Germany, Japan) are not matching. This shift partly reflects rising Chinese labor costs, and partly the post-2024 supply-chain diversification push by Western and Indian OEM buyers.
Second, a technology gap is closing in tip production itself. That China only recently developed domestic tungsten ball production capacity — after decades of importing all its balls — suggests other emerging-market producers can also close this gap with the right capital investment. For buyers, that means the historical assumption that “tips must be sourced from Japan, Germany, or Switzerland” is no longer automatically true.
For founders planning capex in 2026, the practical advice is to budget for at least two qualified suppliers from at least two different countries, especially for the tip and rotary transfer steps. Single-country, single-vendor lines have proven fragile across this category since 2024, and the cost of building optionality in from the start is small compared to the cost of an unplanned six-month sourcing scramble.
Frequently Asked Questions

Q: What materials are used in ballpoint pen manufacturing?
View Answer
Most pen barrels and caps are polypropylene or ABS plastic; premium pens use brass, anodized aluminum, or stainless steel. Tip balls are almost always tungsten carbide (occasionally ceramic for premium gel pens), seated in a brass or nickel-silver socket. Springs are steel. Inks are oil-based blends of dyes, solvents like glycol or benzyl alcohol, and thickening agents that hold the viscosity in the 10,000-100,000 centipoise range.
Q: How many ballpoint pens can one machine produce per minute?
View Answer
Output rate depends on which machine and which stage. A modern rotary transfer machine such as the Mikron Multistar LX-24 produces tip subassemblies at a sustained rate that translates to several hundred per minute. Full-line assembly output runs 100 to 300 finished pens per minute for fully automated commodity lines, and 30 to 80 per minute for premium or semi-automatic operations.
Q: What is the difference between automatic and semi-automatic ballpoint pen machines?
View Answer
A fully automatic machine handles every step from component loading to packaging without operator touch points; one or two staff supervise. A semi-automatic machine requires operators to load components, monitor stages, or perform manual transfers between stations. The trade-off is direct: full automation cuts labor cost per pen and improves quality consistency, but raises capex by roughly an order of magnitude and demands a higher minimum daily volume to make sense.
Q: Which countries lead in ballpoint pen manufacturing equipment?
View Answer
Switzerland (Mikron) and Germany dominate the precision rotary transfer machine segment that produces tip subassemblies. Japan supplies a large share of high-grade tungsten ball production. China is the volume leader in full assembly lines and finished pens. India and the ASEAN bloc are the fastest-growing new entrants on the equipment side as well as on assembly.
Q: Why is tungsten carbide used for ballpoint tips instead of steel?
View Answer
Steel balls wear and flatten too quickly under the pressure of writing. Tungsten carbide has a Vickers hardness between 1400 and 1800 HV — roughly three times that of common steel — and a melting point above 2800°C. Wear resistance is what gives a tip its writing-length budget of 80,000+ words. Steel balls would lose roundness long before reaching that figure, causing skipping and ink bleeding.
Q: Which is the No. 1 ball pen in the world?
View Answer
There is no single official ranking. By annual unit volume, BIC is generally cited as the largest manufacturer. By premium-segment revenue, brands such as Montblanc, Parker, and Cross compete at the top.
Request a Machine Specification Review →
About This Analysis
This guide is built from public industry data, market research reports, ISO and ASTM standards documents, and the technical disclosures of leading pen-manufacturing equipment makers — not from a single vendor’s product pitch. Cost figures, tolerance numbers, and standards references are dated to their original sources so readers can verify them against current vendor quotes. Reviewed by the Masstech engineering team for technical accuracy on the equipment and process descriptions specific to the ballpoint pen making machine category. Learn more about the Masstech engineering team and our role in the pen manufacturing equipment industry.
References & Sources
- QCEW Industry Codes and Titles — NAICS 339941 Pen and Mechanical Pencil Manufacturing — U.S. Bureau of Labor Statistics
- Plastics Machinery — Horizontal Injection Molding Machines (eTool) — U.S. Occupational Safety and Health Administration (OSHA)
- Ceramics Data Portal — Tungsten Carbide (Fracture Toughness) — U.S. National Institute of Standards and Technology (NIST)
- Ballpoint Pen: Extraordinary Ordinary Things — ACM Ubiquity Blog (Association for Computing Machinery)
- ISO 12757-1:2017 — Ball point pens and refills, Part 1: General use — International Organization for Standardization
- ISO 12757-2:1998 — Ball point pens and refills, Part 2: Documentary use — International Organization for Standardization
- ASTM D-4236 — Standard Practice for Labeling Art Materials — ASTM International
- Hardcore Pen Tip: Tungsten Ball Writes a Legend of Precision Manufacturing — China Tungsten Industry Association
- How Cheap Can You Make It? — A Cost Teardown of Bulk Ballpoint Pens — Christoph Roser, AllAboutLean.com (2018)
- Ballpoint Pen Balls Market Report, 2025-2032 — DataIntelo
- Ball Point Pen Market Analysis 2026 — Cognitive Market Research
- Global Pen Market Size & Trends to 2035 — Business Research Insights
- Luxury Pen Market Growth Analysis 2025-2029 — Technavio
- The Deceptively Clever Engineering Inside a Ballpoint Pen — Raul Zamorano industry analysis