Get in Touch with Masstech

A beer can filling machine is rarely just about the filler. What you buy is actually two machines working in sequence – a filler that puts beer into the can while limiting oxygen, and a seamer that lock the lid on with a double seam. Get one of them wrong and you ship flat, stale, or leaking cans. This guide walks through fill methods, seam quality, throughput sizing, the mobile-versus-in-house decision, and what a line really costs in 2026.
Quick answer: A beer can filling machine fills aluminum cans with carbonated beer and seams the lid on while limiting dissolved oxygen. Counter-pressure (isobaric) fillers are the default for carbonation above ~2.5 volumes, but how the operator sets up the machine matter more for oxygen pickup than the method label. Lines run from 6 cans per minute (manual) to 250+ (high-speed automatic).
Key takeaways
- The seamer, not the filler, is where most canned-beer failures start – and dissolved oxygen problems often trace upstream of the machine entirely.
- Counter-pressure filling isn’t automatically lower-oxygen than open filling; operator setup and the foam cap decide it.
- Below roughly 500-600 bbl/year, mobile canning usually beats buying your own line on total cost.
- Modern fillers reach ~20-30 ppb oxygen pickup; older systems ran near 150 ppb. Filling is only 10-20% of total package oxygen.
- From 2026, buyers should spec BPA-NI can ends – a procurement requirement competitors rarely mention.
Quick Specs, Beer Can Filling Machine at a Glance
| Throughput range | ~6 cans/min (manual) → 250+ cans/min (high-speed automatic) |
| Fill methods | Isobaric counter-pressure · flow-meter · gravity / open |
| Seam standard | Double seam — body hook, cover hook, overlap, seam thickness |
| Oxygen target | ~20–30 ppb pickup at the filler; <50 ppb total package oxygen (well-run line) |
| Can sizes | 250 / 330 / 355 / 473 / 500 ml + 32 oz crowler |
| Price band | ~$35K manual/entry · $60K–200K compact line · $400K+ industrial |
A Beer Can Filling Machine Is Two Machines: Filler + Seamer
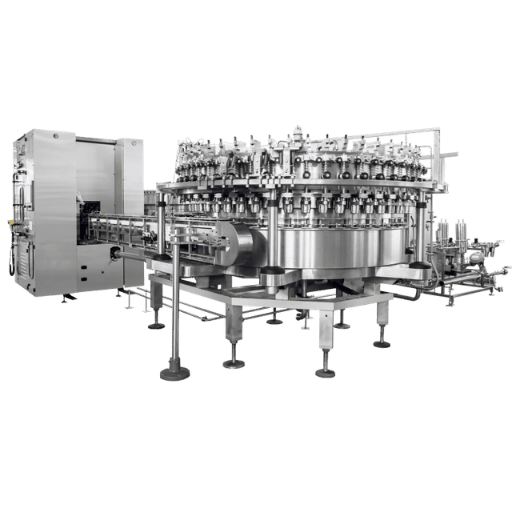
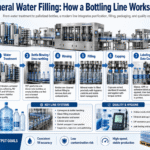
Before comparing models, get the architecture straight. A canning line move an empty can through three jobs: rinse (ionized air or water to clear debris), fill (beer in, oxygen out), and seam (the lid double-seamed on). On a monobloc machine these share one frame and one set of control; on modular setups they’re separate stations. Many platforms also handle bottle filling on the same frame, so a hybrid bottle filler and can seamer can share one rinser and PLC. On product brochures the filler get the attention, but the seamer is what decides whether the package survives distribution, and recent beverage seam patents such as US 2025/0320050 A1 target the hermetic seal it forms.
Scale runs along a spectrum. Manual benchtop seamers and single-head fillers serve nano and homebrew operations at a handful of cans per minute. Semi-automatic monoblocs step up to roughly 20-60 cans per minute. Fully automatic rotary lines reach hundreds. The same vocabulary – filler, seamer, double seam, counter-pressure – applies the whole way up, which is why a homebrewer and a regional brewery can read the same spec sheet and mean very different machines.
Another reframing to internalize now is: the machine is a lot less opinionated than first-time buyers believe. As you’ll see in the dissolved oxygen section below, dissolved-oxygen issues often occur upstream of the filler-in the bright tank or in transit-and the operator’s setup routine moves the numbers more than the brand badge on the filler does. Think of the purchase as a capability acquisition, rather than buying a metal box. More on how Mass engineers these into a singular operating system on our beer can filling machines line.
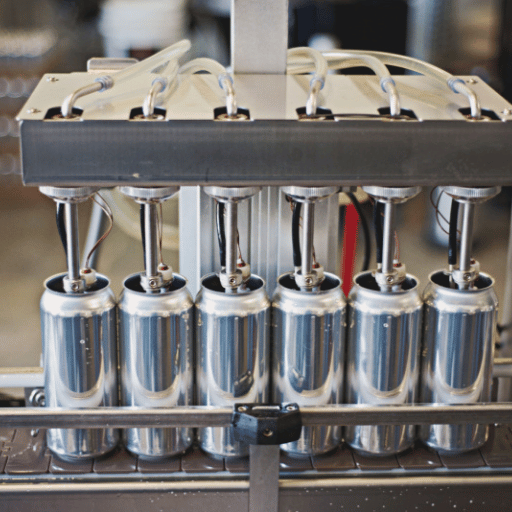
The 4 Filling Methods, and Why Carbonation Decides for You

Filling method is the first technical fork, and the deciding variable here’s target carbonation (gas volumes, or G.V.). The way a carbonated beverage such as beer at 2.4-2.8 G.V. “fills” differs radically from still water at the filler valve-lose too much headspace pressure and the liquid foams dramatically, decimating your yield and product integrity. This single fact narrows the menu dramatically, and the reason that both bottle and can filling use the same counter-pressure design principle.
The engineering goal is a low-oxygen, carbonation-stable fill; recent canning patents such as US 2025/0320050 A1 illustrate how makers refine the seal-and-fill path.
4-Method Carbonation-Retention Decision Tree
Target above 2.5 G.V. (beer, CSD, hard seltzer) isobaric counter-pressure. Still product requiring ±1 ml accuracy (juice, functional water) flow-meter. Still product, lowest budget mechanical / gravity. Premium still SKU wanting perfect fill-line weight, laser-leveled fill. For beer, the filling method selector-switch ends here.
| Method | Best for | Carbonation | Foam control |
|---|---|---|---|
| Isobaric counter-pressure | Beer, CSD, seltzer (2.5–5.0 G.V.) | Retained | Excellent |
| Flow-meter | Low-carb juice, still water | Low only | Good on still |
| Mechanical / gravity (open) | Still water, tea | None | N/A |
| Weight / laser-level | Premium still SKUs | None | N/A |
Is counter-pressure filling actually lower-oxygen than open filling?
The claim that counter-pressure filling offer lower oxygen than open (atmospheric) filling is… not necessarily true. Both systems leave the can open to air for a short time while the lid close, and as you’ll see, the operator-not the filling mechanism itself-is largely the controller of the dissolved-oxygen result, through the process’s fill temperature and headspace pressure set-up.
It’s open secret among canning-machine builders and owners that open-air fillers run expertly by their operators have been shown to often hold lower dissolved-oxygen levels than isobaric fillers that aren’t expertly managed. The virtue of the counter-pressure method is primarily its consistency and broad operating window at higher speeds, not that the filling principle itself actively removes oxygen. Mass prefers counter-pressure on our beer lines for those consistency reasons- repeatability across many, many thousands of cans- while viewing operator training as a required element of the delivery. We analyze the trade-offs for those two methods in greater detail in this post on counter-pressure versus gravity filling.
The Can Seamer: Where Beer Canning Lines Actually Fail

While the filler is there to preserve flavor and product integrity, the seamer is there to protect everything else. A weak double seam loses a drink over the weeks that follow, compromises shelf stability and leads to ruined beer being returned to the brewer. Yet, the seamer is probably the least-understood of the components. The double seam involve two operations that join the can-end curl to the body flange, interlinking their edges to form five distinct layers of metal, and its strength is measured in specific dimensions, not evaluated by sight.
Seam-Tightness 5-Check Teardown
Pull cans every shift and check: (1) body hook length – around 1.65 ±0.13 mm (0.065 ±0.005 in) on a 202 end; (2) cover hook length; (3) overlap (the two hooks must engage); (4) seam thickness – roughly 0.076 in at first operation; and (5) tightness / wrinkle rating. The national can-defect guides treat these as the accept / reject criteria, and they depend as much on undamaged can ends and correct seamer setup as on the machine itself.
According to the Canadian Food Inspection Agency’s metal-can-defect guidance, double-seam soundness is defined by body hook, cover hook, overlap and seam thickness – the same components catalogued in the AFDO double-seam reference. A servo-driven seamer hold these tolerances across lid suppliers and can heights more reliably than a fixed-cam head, which is why it matters on a line you expect to run for a decade. The teardown is the line-side check, but because the double seam is ultimately a hermetic seal, suspected seal loss is a food-safety question – AFDO guidance calls for seam-integrity measurement and, if contents are at risk, microbiological examination, not just a caliper reading.
“Every line we ship runs a 24-hour Factory Acceptance Test on the customer’s actual beer – not a water stencil. That is where we catch a seamer torque that is a hair under spec on a new lid supplier, or a CIP cycle that needs another twenty minutes. Bench testing misses it.”
Matching Throughput to Brewery Size (CPH vs BBL/Year)

Sizing is where money is wasted in both directions – over-buying capacity you never fill, or under-buying and bottlenecking your taproom. Sizing honestly starts from real demand and realistic uptime, not the brochure’s peak number.
Representative trade-press examples span the range: small breweries run semi-automatic seamer-fillers at 6-8 cans per minute, mid-tier lines at 23-60, and high-speed automatic systems like the Krones Craftmate fill 12 oz cans at 80-250 cans per minute.
💡 Worked example — sizing from BBL/year
A 3,000 bbl/year brewery packages ~3,000 × 13.8 cases × 24 = ~993,000 cans/year. Canning two 6-hour days a week (624 hrs/yr) needs 1,590 cans/hr – but size on 70-80% real OEE, not peak. Adding ~30% headroom for CIP and changeovers points to a ~35-40 can/min (2,000-2,400 CPH) automatic line, not the 6 cpm benchtop a spec sheet might tempt you toward.
| Tier / class | Throughput | Brewery scale | Fill method | Operators |
|---|---|---|---|---|
| Manual benchtop | ~6 cans/min (360 CPH) | Homebrew / pilot | Manual / gravity | 1 |
| Single-head semi-auto | ~12 cans/min (720 CPH) | Nano / taproom | Open or counter-pressure | 1 |
| Compact rotary | 2,000 CPH | Small craft (<2,000 bbl) | Counter-pressure | 1–2 |
| Compact rotary | 4,000 CPH | Regional craft | Counter-pressure | 2 |
| Mid rotary | 6,000 CPH | Regional craft | Counter-pressure | 2–3 |
| Mid rotary | 8,000 CPH | Growing craft | Counter-pressure | 3 |
| Automatic | 12,000 CPH | Commercial | Isobaric | 3–4 |
| Automatic | 15,000 CPH | National SKU | Isobaric | 4 |
| High-speed rotary | 20,000 CPH | Export / co-pack | Isobaric | 4+ |
A classic mistake, flagged repeatedly by line operators, is sizing on a single perfect shift. Real lines lose time to CIP, format changeovers and short stops; plan for 70-80% overall equipment effectiveness and you won’t stall your own growth. Mass application engineers run this calculation against your case-pack profile and shift pattern during quoting – see the industrial can filling machine series for the CC GF capacity tiers from 2,000 to 20,000 CPH.
Mobile Canning vs Buying In-House: the Real Break-Even
Before you buy any beer can filling machine, answer one question: should you own one at all? If you’re a smaller operation, the truth is probably: Not yet. Mobile and contract canning exists because the line on your property isn’t automatically a cheaper or more higher-quality alternative.
📊 Mobile-to-In-House Crossover Point
Contract/mobile canning can be anywhere from $0.35 to $0.50 per 16 oz can; an in-house line is typically around $0.10 to $0.18 per can, post-capital. A ~$250,000 setup, the ~$0.30/can savings makes its break-even near 833,000 cans, or about 3,200 bbl, about 267 bbl per month sustained; any below that and mobile will come out ahead.
Another factor surprises buyers: how much owning the line cost per year. In house canning also means employees to run the line, consumables and maintenance, but some experts put run rate at up to $145,000. trade coverage frankly notes that a 500–600 bbl brewery “cost of an in-house line “might not be justified,” and mobile canners “do this job every day,” so they’re often more committed to packaging quality, not less.” Craft Brewing Business and ProBrewer both land on the same advice.
Think about the 400-bbl brewery that got in a $250,000 line “ to control quality .” With enough weekly business to run it one day a week at the most, their costs-per-can in depreciation, labor and maintenance were a whole lot more than the mobile canner they displaced – and that they secretly went back to contract canning with for eighteen months while it got big enough to use the machinery. It just never works in math against wishful volume assumptions.
What you really need for in-house capability isn’t certification, it’s people. “We’d like at least one mechanical team member who’s knowledgeable on packaging quality,” notes Melody Gregson of American Canning. A line you can’t run at 2 AM will always cost more than any mobile invoice.
Dissolved Oxygen, CO2 Retention & Shelf Life: What “Good Fill” Means

Oxygen is an archenemy of canned beer-over the weeks, it zaps the beer’s hop aroma, leaving you with a tired papery flavor. Buyers focus on the filler. But according to the data, it’s only part of the problem, and the threshold is much lower than most quote sheets would tell you.
🧪 Dissolved-Oxygen Pickup Budget
The TPO – total package oxygen – is a budget, not one single figure. Only 10-20% is down to filling, the rest is upstream handling, the bright tank, and the headspace at seaming. By published filling-systems data, old fillers put in ~150 ppb; at the better settings, a brand-new filling line can achieve pickups in the order of 20-30 ppb. The big lever is the foam cap, a mushroom of foam that gets compressed out by lid closure to make room for the air inside.
That budget reframes the purchasing calculus. Chasing a filler spec while ignoring your bright-tank transfer is optimizing the wrong 10–20% — the share filling actually contributes (the part the filling contributes). One taproom brewery spent a year tracking down a super-tight filler DO spec. while its cans kept tasting oxidized; the culprit was a bright-tank transfer pulling in air upstream of the machine and was drawing air into the machine. Fixing the transfer saved the can! For a well-run line, total package oxygen under 50 ppb is a practical target; it’s readily achievable. At Mass, our own Factory Acceptance Tests show TPO below 50 ppb across our 4,000–12,000 BPH lines, each CIP cycle completing in under 35 minutes, so we know your beer at your own brewery will. “Under 50ppb” isn’t, as the vendor sales rep told you, some inherent capability. Think about the actual condition of your entire fill cycle, then decide the best CO2 protection the whole package would deliver. While equipment vendors continually work to further reduce that headspace and get at the seam with their patented new sanitary seals (see, for example, US Patent 2025/0320050 A1), you’ve to look across the whole picture.
Key takeaway: spec the machine for consistency and CO2 retention, but budget oxygen across the whole package, the line, the transfer, and the operator’s foam cap.
Can Formats & Material the Machine Must Handle

A canning machine is only useful if it runs your cans, so confirm the format envelope first. Common beer formats are 250, 330, 355, 473 and 500 ml, plus the 32 oz crowler for taproom fills. Changing diameter, sleek versus standard, usually means change parts and a seamer adjustment, so list every SKU you plan to run.
When looking at fill materials, think about both the inside and the outside. The real interface for your beverage is the interior coating of your cans, typically an epoxy or polymer liner. That lining is regulated: under FDA 21 CFR 175.300, resinous and polymeric coatings “may be safely used as the food-contact surface” within an extractive limit of 0.5 mg/in² for single-use containers. On the machine’s wetted parts, 304 stainless suffices for most beers, though it can pit at low pH. Use 316L stainless steel for kettle-sour beers and other acidic and high-chloride beverages that can pit and corrode the stainless. The material choice adds a few percent to the machine but a well-running machine will outlast your beer in corrosive conditions.
📐 Engineering Note — material by product pH
If your product sits below pH 3.5 (kettle-sour, fruited sours, citric hard seltzer), specify 316L on every wetted part and confirm the can-end coating is rated for that acid load. For standard beer at pH 4.0–4.6, 304 stainless and a standard epoxy-lined end are enough. The decision rule is simple: pH < 3.5 → 316L; pH ≥ 4.0 → 304 is fine.
A local brewery found out what happens if you mix sour beers with equipment only suited for standard beers; they went through one year of lactic and chlorinated pitting and corrosion with their 304 filler machine parts, then they had to do the more expensive retrofit for a full set of 316L wetted parts. If you know you’ll ever have acidic beers on any of your line, don’t cut corners with your materials choice-select the machine spec’ed for your sourest SKU from day one.
The Vendor Landscape: Homebrew, Craft & Industrial Tiers

Vendor names will run together until they’re sorted by tier. They naturally segment into three classes, and getting it wrong causes brewers to over- or under-buy. The take-away here? Look past the brand name and focus on specs: Capacity, fill method, seam type – “cans per minute” on different makes can represent a huge discrepancy in their test-can size.
| Tier | Typical throughput | Fill method | Who it suits |
|---|---|---|---|
| Homebrew / nano (manual benchtop) | 1–6 cans/min | Manual / gravity | Pilot, home, taproom one-offs |
| Craft (semi-automatic) | 12–60 cans/min | Counter-pressure or open | Regional craft, ramping brands |
| Industrial (automatic rotary) | 80–300+ cans/min | Isobaric counter-pressure | Commercial, co-packers, export |
Homebrew-level (manual bench-top seamers, fillers) max out at around 6cpm and are only useful for pilot runs. Craft-level systems like those sold by XpressFill, Twin Monkeys, Wild Goose and ABE cover a wide 12-60cpm range. Industrial rotary lines (Comac, King Machine, Mass Technology) top 80cpm, and the craft-to-industrial leap-usually involving higher speeds supported by more consistent seams and built-in CIP automation-is where brands go astray. Regardless of type or speed, all machines ultimately must produce a food-safe can. Expect any supplier’s can-contact surfaces and liners to conform to FDA 21 CFR 175.300 and include documentation with any RFQ.
Total Landed Cost & Lead Time (Beyond the Sticker Price)
Your quoted machine price is by far the smallest part of your overall budget. Breweries almost always lowball the installed cost, and doing so risks tanking the entire project.
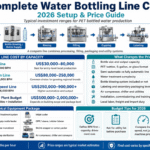
| Configuration | Throughput | Indicative price (FOB) |
|---|---|---|
| Manual / entry atmospheric | ~12 cans/min | from ~$35,000 |
| Compact rotary line | 2,000–8,000 CPH | $60,000–$200,000 |
| Industrial automatic line | 10,000–20,000 CPH | $220,000–$400,000+ |
Indicative ranges as of Q2 2026. Ex-factory in China. Pricing is variable, install isn’t.
On top of that, the price escalates to cover: Electrical and utility upgrades; compressed air; glycol; civil/foundation work; integration of upstream and downstream equipment; factory and site acceptance testing based on your food contact documentation; and operator training. For example, what could be a $1.2 million canning line sale might reach $2.1 million once all installed expenses are factored in. Treat purchasing and installation as one project, ask every vendor to lay out the landed cost and don’t skimp. Lead time from purchase order to first fills typically ranges between 4-6 months (order, design, build, FAT, shipment, site install/training).
Where Beer Canning Equipment Is Heading in 2026 (Outlook)

By 2026, the biggest change for buyers isn’t in mechanical features-it’s can-coating chemistry. Moreover, the relevant rules now vary significantly between regions. If purchasing a line now, clarify the source of your can-end coating supply, request BPA-NI (not-intentionally added) certifications from suppliers, and verify whether a vendor’s coating documentation now represents a purchasing hurdle.
EU Regulation 2024/3190 bans bisphenol-A (BPA) in food contact materials, with an effective date for previously established supply chain stock in 2026. The US Food & Drug Administration (FDA) permits BPA levels approved by current guidelines; “BPA-NI” documentation from suppliers therefore reflects a strong consumer and brand preference, but is not yet a mandate at federal level. But the distinction between Europe and America can impact those of you that export to any region with stringent standards or a ban on “chemical” cans, and even some U.S. retailers are instituting brand bans on their own initiative. You may want to consult Food Packaging Forum‘s status updates on the coating transition.
A second driver is timing of demand. Growth was steady for years the Brewers Association reported 2025 as a “year of correction,” according to the Brewers Association, craft output was down 4 percent (or so). A more measured buyer would be advised to take caution: size conservatively and revisit the mobile-versus-in-house break even each year as your own volume and contract rates shift. Don’t be too cautious: can share continues to grow rapidly – (at about 10% in craft volume in 2014 up from about 2% in 2011 – and continue to expand).
FAQ, Beer Can Filling Machine Buyer Questions
What’s the difference between a beer can filling machine and a can seamer?
View Answer
The filler is the station that puts beer into the can while limiting oxygen and holding carbonation; the seamer is the separate mechanism that rolls the lid onto the can body as a double seam. On a monobloc machine they are integrated into one frame, but they are distinct jobs — and the seamer is the part that determines whether the package stays sealed and protected through distribution.
How many cans per hour do I need for my brewery size?
View Answer
Size from annual volume and realistic uptime, not the peak number on a brochure. Take your yearly cans, divide by the hours you will actually run, then add about 30% headroom for CIP and changeovers and size on 70–80% effectiveness. A 3,000 bbl/year brewery canning two days a week lands around 2,000–2,400 cans per hour — a small automatic line, not a benchtop unit.
Is counter-pressure (isobaric) filling necessary to can beer?
View Answer
For carbonation above about 2.5 gas volumes, counter-pressure is the practical choice because it holds CO2 and controls foam at speed. But it is not automatically lower-oxygen than open filling — operator setup decides that, and a well-run open filler can match an isobaric one. Counter-pressure wins on consistency across thousands of cans, which is why it is the default on commercial beer lines.
How much does a beer canning line cost?
View Answer
Entry and manual systems start around $35,000; compact rotary lines run $60,000–$200,000; industrial automatic lines reach $220,000–$400,000 and up. Budget another 40–80% above the machine price for install, integration and validation before you compare it against mobile canning.
Should I use mobile canning or buy my own canning line?
View Answer
Run the break-even. Mobile/contract canning costs roughly $0.35–$0.50 per 16 oz can; an owned line costs about $0.10–$0.18 after capital. On a ~$250,000 system the saving breaks even near 267 bbl packaged per month, so below roughly 500–600 bbl/year, mobile usually wins once you count the ~$145,000/year of staffing, supplies and maintenance that ownership adds. You also need at least one mechanically capable team member to run a line well.
What can sizes and formats can these machines fill?
View Answer
Most beer canning machines handle 250, 330, 355, 473 and 500 ml cans plus the 32 oz crowler. Changing diameter usually requires change parts and a seamer adjustment, so confirm every format you plan to run. Sleek and standard 12 oz bodies are different diameters, so list each SKU — seasonal and crowler runs included — before you sign.
How do I know a can’s double seam is sealed correctly?
View Answer
A good double seam is verified by measurement, not by eye. Gauge body hook, cover-hook overlap, seam thickness and tightness against the food-inspection accept-or-reject dimensions every shift.
The mass application engineers will fit a beer can filling line to your volume, formats and facility footprint. Send us your target hectoliter annual and SKU mix and our mobile versus in-house break-even calculation, as well as their recommended configuration and fully landed cost, to be delivered to you within 5-7 working days.
About This Guide
The joint width figures, oxygen-pickup scores and break-evens are based on data from: food inspection guidelines (to make recommendations for can joints), filling systems engineering analysis (to define appropriate performance parameters for seaming), brewery canning ROI modelling (to define appropriate targets for output and yield) and Mass Technology’s internal Factory Acceptance Testing results for our beer can filling and seaming lines. If figures are determined by either operating set-up parameters or an operating company’s purchase-price for those input consumables we highlight it. This guidance was vetted by Zhangjiagang Mass Technology’s team of engineers.
References & Sources
- Metal Can DefectsCanadian Food Inspection Agency
- 21 CFR 175.300, Resinous and polymeric coatingsU.S. Electronic Code of Federal Regulations
- A Guide to Can Defects and Basic Components of Double Seam ContainersAssociation of Food and Drug Officials
- Craft Brewers and CansBrewers Association
- A Year of Correction for Craft BeerBrewers Association
- Can CoatingsFood Packaging Forum
- Bisphenol A (BPA) Use in Food Contact ApplicationU.S. Food & Drug Administration
- Sanitary Standards News3-A Sanitary Standards Inc.
- Goin’ Mobile: Craft Canning LinesCraft Brewing Business
- Considering Small Solutions for In-House Canning LinesProBrewer
- Beer Canning Line Is Sized for PerfectionPackaging Digest
- Productivity and Safety Focus of Can Filling and Seaming MachinesBeverage Industry
- US 2025/0320050 A1, Sanitary seal/seam optimization for beverage fluidsUSPTO via Google Patents
Related Articles
- Counter-Pressure vs Gravity Beer Fillingthe fill-method decision in depth
- Beer Filling Machinebottle, can & keg production lines
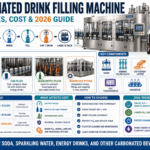
- Carbonated Drink Filling Machineisobaric canning for CSD and seltzer
- Bottle Labeling Machine: The Complete Guidefinishing the package
- Mass Technology beverage filling equipmentfull line overview