Get in Touch with Masstech
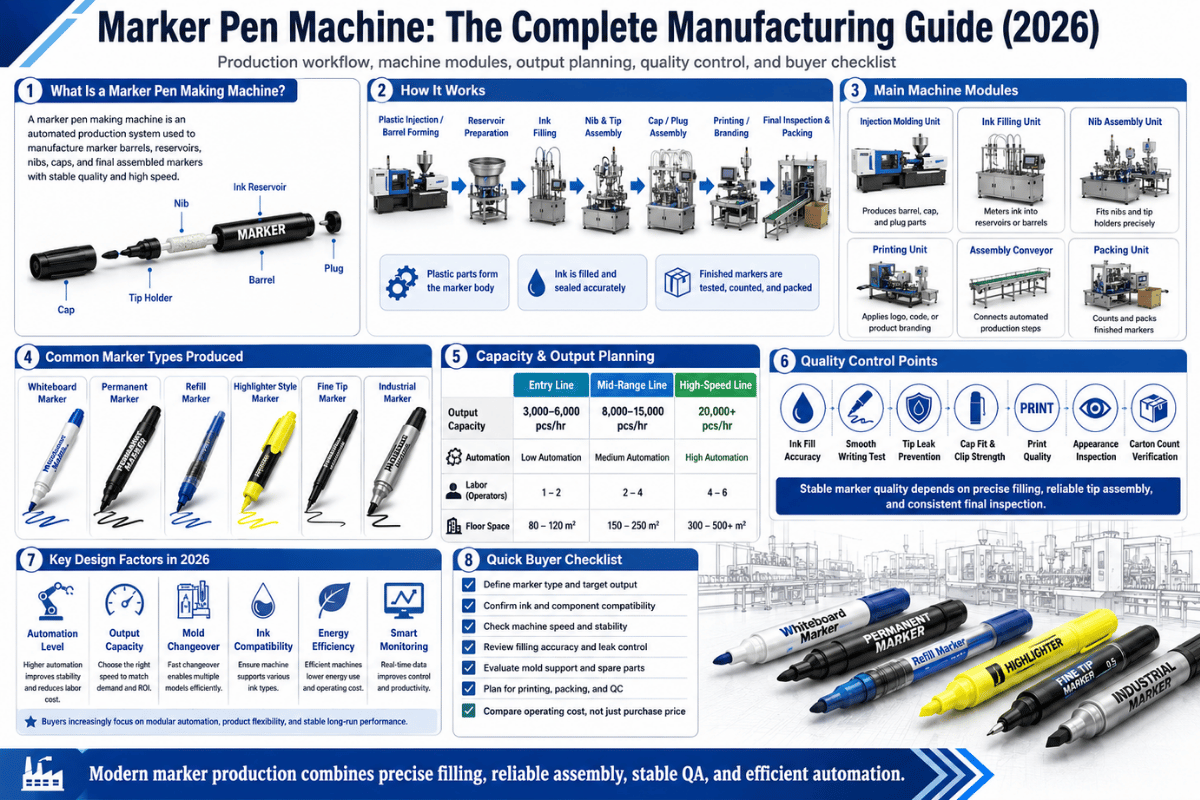
The marker pen machine is the industrial manufacturing machine that processes plastic pellets, polyester fiber and pigmented ink into the finished pens that adorn the desks at all schools, businesses and shipping branches. The marker pen machine classification comprises a family of machinery — injection molders for barrels and caps, fiber-tip forming presses, ink filling machine stations, and integrated assembly lines — that assemble the raw materials into a packaged marker ranging in 30 to 120 units a minute on a current model. This white paper dissects the six raw materials to finished product steps, the machinery categories serious CxOs really need to understand, how to match capacity to actual realities, and the industry trends that alter the equation for capex placed for 2026.
Quick Specs — Marker Pen Manufacturing at a Glance
| Production stages | 6 (barrel mold → tip → reservoir → ink → assembly → pack) |
| Typical line output | 30–120 pcs/min (depending on automation tier) |
| Barrel material | Polypropylene (PP) or ABS, injection-molded at ~230°C |
| Reservoir material | Polyester fiber bundle (capillary-action ink storage) |
| Ink volume per marker | ~1.5 g (Britannica industry standard; varies by marker type) |
| Governing safety standards | OSHA 1910.212 (machine guarding), ISO 13850 (E-stop), ASTM D4236 (ink labeling) |
| Global marker pens market (2025) | USD 295.1M → USD 346.1M by 2032 (Globe Newswire / Stratistics) |
| Wider writing instruments market | USD 19.20B in 2025, 4.8% CAGR through 2033 (Grand View Research) |
Why Marker Manufacturing Looks Simple but Isn’t
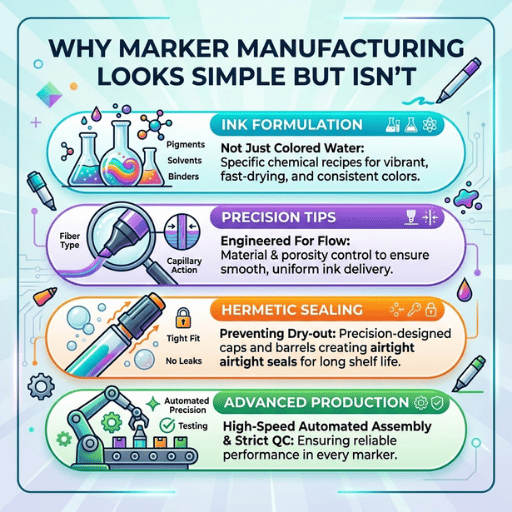
Most of us who casually use a whiteboard marker for the first time assume that inside is a tube of ink. In fact the reason why a marker pen is a capillary system—a densely wound polyester fiber reservoir filled with a predefined ink chemistry that is sealed at one end and open at the point—becomes transparent when you appreciate the importance of regulating each of those three parameters so that the pen will not ‘flood, dry-out or skip’ on its second use. Sidney Rosenthal patented the felt-tip pen design in 1953 after he discovered that a felt tip pressed to an absorbent surface infused rich pigment in a way no fountain or ballpoint could (a history widely chronicled by industry resources such as madehow.com).
Just over 70 years of that one insight working at scale.
The deliverable for a marker pen machine buyer is simple: the appearance speed number (30, 60 or 100 pcs/min) is the most easily compared, least informative indicator of production output. The shift yield is defined by the quality of the transfer between six sequential stages, the uniformity of ink saturation in the fiber reservoir, and the sealing pressure applied to the cap. A line with 60 pcs/min rated speed with a 4% cap-misalignment rate produces less sellable manufacturing units per shift than a 40 pcs/min line running in clean condition at 0.5% defect rate.
💡 Buyer reframe
Think of marker manufacturing as a six-stage conveyor problem, not a single-throughput problem. Setting the machine to your desired output rate is the simple part. Showing that it maintains your alignment through six handoffs is the part that says you reached that output once the agreement is in place.
How a Marker Pen Is Actually Made: The Six-Stage Process

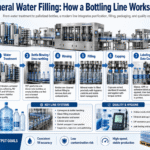
Modern marker manufacturing follows a six-stage process documented in industry technical references including Britannica’s overview of felt-tip pen production and the materials breakdown in madehow.com’s industrial encyclopedia entry on markers. The stages are carried out in series, each at their own machine type, as the work is transferred through the machines either by conveyor or chain carriers.
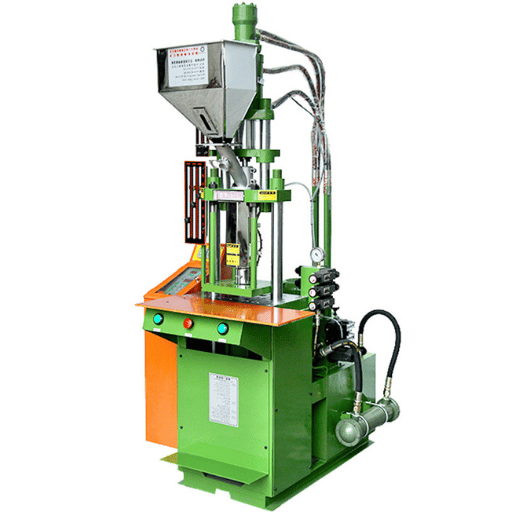
Stage 1 — Barrel and Cap Injection Molding
Thermoplastic pellets — typically polypropylene (PP) or ABS, both selected for warm hand-feel and good impact resistance — are heated to roughly 230°C and injected into precision-machined steel molds at high pressure. A single machine produces matching colored barrels, caps and end-plugs. Shot cycle time is 8 to 15 seconds depending on mold cavitation, with multi-cavity tools capable of 8 to 32 parts per shot. Workplace safety on this stage is addressed in OSHA’s horizontal injection molding eTool, which mandates barriers against clamping, burns and trapped-limb hazards.
Stage 2 — Fiber Tip Forming
Nibs are formed from short polyester fibres mixed with a wetting agent, rolled and bonded into a porous bullet or chisel shape and baked to cure the bonding. Pore structure is the key specification here: too tight and the ink will have starvation at the tip, too loose and the pen leaks everywhere. Tips for permanent markers use a denser fibre lay-up to slow the release of ink, whereas whiteboard marker tips are consciously made more porous because the dry-erase ink is less viscous.
Stage 3 — Reservoir Insertion
Polyester fiber cylinders — the ink reservoirs — are inserted into the barrel cavity. Each reservoir acts as a capillary sponge, releasing ink to the nib by fiber-to-fiber contact. This stage is a fragile mechanical step: during reservoir insertion, an early or off-center placement can crush the fiber, deforming the cylinder and reducing ink capacity by 10 to 30%.
Stage 4 — Ink Saturation (Filling)
About 1.5 g of ink is dispensed by an automated head into the reservoir (per Britannica’s industry observation). Ink formulations vary more than any other pen component: dry-erase whiteboard inks rely heavily on alcohol bases at concentrations reaching 90% or more for residue-free wipe-off, while permanent markers historically used xylene or toluene solvents. Under the EPA’s controls on VOC emissions from ink and paint manufacturing, many manufacturers have converted to cyclic alkylene carbonates and other less toxic solvents, though xylene-based permanent inks remain in production for high-durability applications.
Stage 5 — Nib and Cap Assembly
Operators press the fiber nib into the open end of the barrel to contact the saturated reservoir. Cap and rear end-plug are seated. Cap seal — the highest-risk step in the entire line: a marker with a bad cap seal dries-out in weeks no matter how well every other step was performed.
Most automated lines check the depth of cap insertion with an inline sensor before the unit moves to the next station.
Stage 6 — Print, Inspect, and Pack
Brand and color identifiers are silk-screened or pad-printed on the barrel and UV-cured or heat-set to secure the ink. Each marker then passes through a visual inspection station (camera-based on premium lines or operator-based on entry-tier lines) and accumulates in a packing transfer (color sorted and counted) into retail or wholesale packs.
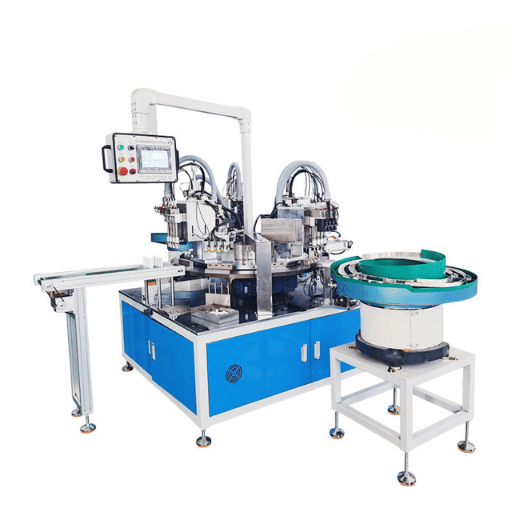
Mass’s MS-AM-065 marker pen making machine consolidates Stages 3-5 into a single 2-up chain-carry transfer. This design decision enables the line to be narrow enough for operators to reach guides and pneumatic guides during a jam.
Types of Marker Pen Machines and Which One You Need
Different marker types follow the same six-stage logic, but their ink chemistries, reservoir densities and cap-seal needs require materially different machine configurations. Most expensive first-buyer mistake here is selecting an incorrect configuration — usually by trying to retrofit a whiteboard marker line to make permanent markers without redesigning for solvent and seal differences.
| Marker type | Ink base | Reservoir density | Cap seal | Typical line output |
|---|---|---|---|---|
| Whiteboard / dry-erase | Alcohol-base + release polymer | Low (free-flow) | Standard friction cap | 40–80 pcs/min |
| Permanent / indelible | Solvent (xylene historically; cyclic carbonates today) | Medium-high | Reinforced seal, ventless or controlled-vent | 30–60 pcs/min |
| Highlighter (fluorescent) | Water-base + fluorescent dye | Medium | Standard friction cap | 50–90 pcs/min |
| Refillable permanent | Solvent or hybrid | Medium-high | Threaded or snap-fit ink cartridge | 25–50 pcs/min (slower due to cartridge handling) |
Can one machine produce whiteboard, permanent, and highlighter markers?
In principle yes, but in practice changeover cost is the deciding factor. Flexible chain-carry lines can run all three marker categories if the cap seater, reservoir feeder and ink dispenser have swap-ready tooling. Mixed-SKU lines typically report 45 to 120 minutes per category switch — acceptable above 20,000 batch size, uneconomic below 5,000. Lines dedicated to one marker category — particularly permanent markers with solvent-grade ink — usually run quicker and cleaner because the ink path can be engineered for one solvent profile. Two dedicated lines often outperform a single multi-purpose line on total cost per finished unit when annual volume per SKU passes 500,000.
Anatomy of a Marker Pen Production Line: Core and Optional Equipment
Marker pen factories are rarely a single machine. They are sequenced sets of stations — some of which can be combined and some of which physically cannot. Buyers planning a line should separate the conversation into “core equipment that produces a sellable marker” and “optional equipment that improves cost or quality but is not strictly required”.
✔ Core machines (required)
- Injection molding machine — barrels, caps, end-plugs (polypropylene or ABS, 25–150 ton clamp class)
- Fiber tip forming press — polyester nib production with controlled pore structure
- Ink filling machine — automated dispensing head delivering ~1.5 g per reservoir (gravity-fed or pressure-assisted)
- Reservoir cutter — polyester fiber bundle cutting to length
- Marker assembly machine (transfer chain or rotary indexing) – marker spine, reservoir fitted + pigment filled + nib fitted + cap fitted in same transfer (example series: Mass’s MS-AM-065 at 40-60 units/minute)
- On-line inspection station – laser or vision-based inspection of cap fit and reservoir fill level
- Batch counting and pack transferring – color sort, retail count
⚠ Optional machines (efficiency adds)
- Pad or silk-screen printer – barrel decoration, color banding (commonly contracted to an outside printer unless under 20,000 units/year)
- Ultraviolet curing oven – UV resin sets fastest (mandatory only if UV-sensitive ink is used)
- Auto-ink mix tank – (used in formulating sold-to-stock ink batches, most small factories will purchase ink in 55-gallon drums)
- Auto-pack station – clamshell, blister, skin-pack (a manual line will remain competitive until output exceeds approximately 30 million finished units/year)
- VOC solvent recovery system – stationery permanent markers with VOC management
Most new factories start with the core list and add optional equipment as volume justifies it. The capex that pays back fastest is the inline inspection station: catching a misaligned nib or under-filled reservoir at the line saves the cost of inspecting and discarding finished, packaged markers downstream. For deeper context on the upstream side of this line, see pen barrel injection moulding equipment specifications for the molding stage details.
Manual vs Semi-Automatic vs Fully Automatic: Choosing the Right Automation Tier

The single biggest capex decision in this category is which automation tier to buy. As documented in industry equipment listings, a fully automatic line cuts labor per pen by 70 to 80 percent versus manual assembly, but raises capex by roughly an order of magnitude and demands a minimum daily volume to make sense. Industry equipment listings — from automated marker pen making machine inventories on Alibaba and equivalent B2B marketplaces — show line outputs clustering in three bands.
Manual / hand-assembly
Output: 5–10 pcs/min per operator
Capex tier: USD 2k–15k (basic fixtures, hand tools)
Labor: 4–8 operators per output target
Best for: pilot runs, prototype SKUs, sub-50,000 unit annual volume
Semi-automatic
Output: 20–60 pcs/min
Capex tier: USD 30k–120k
Labor: 1–3 operators (loading, fault clearing)
Best for: consistent SKU portfolio 500k-5M units/year production plants demonstrating a product before commercialization
Fully automatic
Output: 60–120+ pcs/min
Capex tier: USD 150k–500k+
Labor: 1 PLC operator + maintenance + QC
Best for: established SKU, 10M+ units/year, export OEM contracts
Manual vs automatic marker pen assembly — which should you choose?
Finally, the break-even calc is even less sophisticated than the semi-automatic line prep plans suggested below. Simply take the monthly required output take, time twelve and compare against the above quantities; If achieving the Year-one ‘realistic’ output takes less than 300K markers, while the labor savings do not amortize in a reasonable payback period a semi-automatic line will be starved of capacity. If the Year-one ‘realistic’ output takes more than three million, economy of automation drives the back to under 18 months even at fully automatic capex.
Grey-zone volumes of 300k–3M per year describe most first-in-market buyers, and that range is also where the right answer is usually a semi-automatic line with capacity headroom rather than the cheapest manual setup. For a sister-category illustration how the break even distance moves if output rates increase, please refer to the classic ballpoint pen making machine Complete Guide to Tapping 200 + pcs/min commodity SKUs in a line.
Decision Rule — Pick Your Automation Tier
- Less than 300k units/year: convenient manual or entry level semi auto. Don’t take on excess capacity just sitting there idle.
- 300k-3M units/year: semi-automatic, at least 20% capacity headroom for SKU growth
- 3M-10M units/year: a fully-automated single SKU line, or two semi-automatic lines in parallel if SKU mix is significant.
- Above 10M units/year- high speed production, NC controlled, multi line, in-house ink batching, auto pack at end of line
Capacity Math: Translating Pcs/Min Into Real Production
Rated speed on the spec sheet is not the speed the line actually runs. Two variables bring rated output down to real shift efficiency (subtract out breaks, ink reloads, jam clears, and quality stops) and yield (what percentage of inspected pcs are sellable). For this product, a realistic industrial planning factor for marker pen lines is between 75 and 85 percent shift efficiency, with 1 to 3 percent reject rate.
This yields the following calculations for a single shift on a 50 pcs/min rated line:.
| Step | Calculation | Result |
|---|---|---|
| Rated output | 50 pcs/min × 60 min × 8 hours | 24,000 pcs/shift |
| Apply shift efficiency (83%) | 24,000 × 0.83 | ~19,920 pcs/shift |
| Apply yield (98% after inspection) | 19,920 × 0.98 | ~19,520 sellable units/shift |
| Monthly (single shift, 22 working days) | 19,520 × 22 | ~429,000 units/month |
| Annual (single shift, 250 days) | 19,520 × 250 | ~4.88 million units/year |
A 50 pcs/min line in single-shift operation yields about 4.9 million sellable markers per year — not the 7.2 million the brochure figure implies. Adding a second shift roughly doubles the figure, but introduces operator cost, shift differential and accelerated wear-part replacement. For an interactive version of this calculation against your specific machine spec and shift plan, the marker line output estimator lets you adjust shift efficiency and yield to your own operating environment.
📐 Engineering Note — Shift Efficiency Reality
Very few 80%+ shift efficiency lines for a new marker pen series ever run for more than the first 90 days. Operator training, fault-clear procedures, and fixture tuning all take time to smooth out. Establish the first three months of the business plan out-put to 60-65% efficiency, not the factored up steady state 80%+ figure. To omit this derate is one of the most common reasons why a six month sales forecast on a new line doesn’t come true.
How to Choose a Marker Pen Machine: The 7-Question Buyer Checklist

Any machine quote is only as good as the answers you can extract from the supplier before you hand over the deposit. These seven questions eliminate most of the buyer-side pitfalls that later become big production problems. They are the same questions experienced procurement people ask, condensed from procurement guides shared on B2B sourcing sites.
- 1.
What marker types is the line rated for? Whiteboard, permanent, highlighter, refillable — each has different ink chemistry and seal requirements. Any “universal” machine usually means compromised on at least two.
- 2.
What is the rated pcs/min, and what shift efficiency does the supplier guarantee in writing? A 60 pcs/min line with no efficiency guarantee can drop to 35 in practice.
- 3.
What is the cap insertion verification method? Inline sensor, camera, or operator visual? The first two prevent dried-out finished goods; the third puts the burden on a tired operator.
- 4.
Which PLC and pneumatic brands are used? Mitsubishi, Siemens, Omron PLCs and SMC, Festo pneumatics are common; ask because spare-part availability and service-tech familiarity depend on it.
- 5.
What are the line’s voltage, compressed air, and floor-space requirements? 220V vs 380V, 6 bar vs 8 bar, and the actual envelope plus service clearance — not just the machine outline.
- 6.
What is the FAT/SAT plan and acceptance criteria? Factory acceptance at supplier’s site before shipment is standard; site acceptance after install with a sample-run defect threshold should be written into the contract, not negotiated after delivery.
- 7.
What does after-sales coverage actually include? Engineer response time, parts courier window, and warranty period — in writing with named conditions. A “2-year warranty” with no defined response time is a soft promise.
Buyers who can answer these seven questions before writing a deposit check are the ones who will get a functioning line. The most production letdowns – especially in months four through six – can be traced to missing answers for one or more of these seven questions at procurement. For a standardised method of compiling the answers into a single procurement template, the RFQ scope builder for pen assembly projects here runs through each item sequentially.
⚠️ Three Buyer Mistakes That Show Up Six Months Later
- Putting the machine purchase before final marker shape/design. Tooling sized to a “typical” barrel does not flex when the marketing team later decides a neater, thicker barrel looks more top-end.
- Forgetting upstream packing capacity. A 60 pcs/min line feeding a 30 pcs/min auto-pack line will bottleneck too late at the slower machine unless the line is balanced end-to-end.
- Not considering ink chemistry. A whiteboard marker line is not capable of running permanent-ink magazine without sealing and reservoir modifications – the alcohol base on the remover gets past the seal and leaks in the reservoir.
Quality Control: Common Defects and How to Catch Them
Five main defect modes dominate marker pen QC, and each one occurs at a different inspection point, and each is caused by a different root. Recognising what defect to expect at what station can mean the difference between a 1.5% reject line and a 5% reject line – which at marker volumes means the difference between making a profit and losing money.
| Defect mode | Root cause | Inspection method | Typical acceptable rate |
|---|---|---|---|
| Under-saturated nib | Reservoir misaligned or short-filled | Inline weight check or test-write station | < 0.5% |
| Cap seal leak | Cap insertion depth out of spec | Cap-seat sensor or accelerated dry-out test | < 0.3% |
| Off-axis nib | Nib feeder jam or worn fixture | Visual or camera inspection | < 0.5% |
| Print misregistration | Barrel rotation drift on print station | Post-print camera check | < 0.8% |
| Barrel cosmetic crack | Mold wear or pellet contamination upstream | Post-mold visual | < 0.4% |
“The polypropylene shaft is perfect for our pen. It feels warm and it’s bendy.”
— Markus Horn, pen manufacturing engineer, in a documented industry process narration (Britannica)
A defect level lurking inside the boxed stock of Markers – a pen that fails in the customer hands, rather than at the factory monitoring station – is the most costly failure mode. Inline inspection at the transfer conveyor detects three of the five defects below, which is the reason that a cap-seat sensor and write drive are the fastest payback optional equipment on a marker line. Quality system data at the capital equipment manufacturer level – certification, test certificates for steel components, ink supplier certificates – are no substitute for inline inspection but they do cut down the number of surprises.
Where Marker Pen Manufacturing Is Going in 2026 — Trends That Move Your Capex Math

Marker pen manufacturing is steady rather than spectacular. Industry forecasts show approximately the same story from many perspectives — low- to mid-single-digit growth in the commodity segment, with faster growth potential in the premium and refill subsegments.
$19.20B → $27.78B
Writing instruments market 2025 → 2033, 4.8% CAGR (Grand View Research)
$2.4B → $4.6B
Art and office marker pens 2025 → 2035, 6.6% CAGR (Future Market Insights)
$295M → $346M
Marker pens specific segment 2025 → 2032 (Globe Newswire industry release)
Four trends matter to equipment buyers more than headline quantity. One, ink chemistries are shifting away from xylene/toluene solvents under EPA VOC constraints to cyclic alkylene carbonates, water-based formulas, and alcohol-blend whiteboard inks. A line dating from 2018 to supply xylene-base ink can often be retrofitted, though seal materials and reservoir surface-treatment may need to be replaced. Two, refillable markers are a growing niche, supported by office sustainability initiatives as well as the move in the industry toward eco-friendly white-office supplies (a market projected to be valued at $166.7B by industry research in 2024) can be produced using a line designed for disposable or refillable SKU output without revisualizing – capex plans from 2020 often underweights this opportunity.
Three, growing regional manufacturing capacities resettle traditional Chinese production giants such as India and ASEAN direct competitors: Western European and Indian OEMs, for office whiteboard and highlighter SKUs, can now identify more viable second-sourcing options than five years ago – though permanent solvent markers involve a more complex technical specification than the standard office marker. Four, smart-line instrumentation is quickly becoming a thread: mid-tier equipment incorporates PLC-level data logging, defect-rate dashboards, and OEE monitoring that ten years ago would command a premium, so buyers investing in capex in 2026 should not see OEE monitoring omission as a bargain.
The 60/40 Refill Rule
Across the marker pen lines that Mass has commissioned and service, peaks with at least 60% of planned SKU output destined for refillable formats recover their capex output 18-24 months ahead of comparable lines optimized exclusively for virgin (disposable) markers. Refill consumption cycles last longer in any case, since cartridge dwell time on users’ desk is longer than marker dwelling time on a machine. Once a customer has established a refill system, the gross margin on cartridges outperforms that of whole markers, while per-customer revenue retention multiplies-up. Aim for a refill c-suite-cap in the line design, even if initial SKU breakdown favors disposable.
– Observation from Mass commissioning data, marker pen line installations
Frequently Asked Questions
How much does a marker pen machine cost?
View Answer
The prices of marker pen machines scale with product line scope and scope of automation. Manual fixtures and hand-assembled production lines generally span the range of 2,000 US dollars to 15,000 US dollars. Semiautomatic marker pen assembly lines usually carry price tags of 30,000 US dollars to 120,000 US dollars, with the figure depending mostly on piece-per-minute capacity and inline integrated inspection plans. Fully automatic, single-SKU equipment, equipped with PLC control, vision inspection, and auto-grouping instructions can range from 150,000 US dollars to more than 500,000 US dollars, in the case of high-producer OEMs. Please kindly explain your marker type and packaging scope before requesting a fixed-rate quotation.
How long is delivery from order to running production?
View Answer
Typical lead time for a complete marker making process flows is 60 to 120 days from a customer confirmed order to a factory acceptance test (FAT) followed by 30 to 60 days for shipping, on-site installation, and operator training. A custom tooling set (for non-standard barrel or cap geometry) is another 4 to 8 weeks build window. Expect at least a full quarter of run-in time before the line is considered production mode – 90 days in production can expect 60 to 65 percent shift efficiency rather than long-term steady state of 80+ percent.
Does a marker pen machine handle the entire marker — body, tip, ink, and cap?
View Answer
An assembly machine covers reservoir insertion, ink filling, nib seating, and cap insertion in a single transfer; but it does not produce the barrel, the nib, or the ink. Those upstream stages are handled by a plastic injection molding machine, a fiber tip forming press, and an ink batch mixer (or pre-mixed ink supplier). A “complete” marker pen production line bundles all of these into a sequenced set; an “assembly-only” machine assumes the components are already sourced and only the final assembly step is needed.
Can one machine switch between whiteboard, permanent, and highlighter SKUs?
View Answer
A flexible chain-carry line will handle multiple categories of marker if the cap seater, reservoir feeder, and ink dispenser tooling is swap-ready. Changeover usually takes 45 to 120 minutes per category change. Mixed-category operation makes economic sense on batch quantities above 20,000 units and makes less economic sense than dedicated-lines below 5,000 units. For high-volume single-category production, dedicated lines deliver lower per-unit costs than flexible lines.
What electrical and utility requirements does a marker pen line need?
View Answer
Mid-tier semi-automatic marker pen assembly lines typically draw 6 to 15 kW depending on rated output, run on either 220V or 380V three-phase (specify before quoting), and need compressed air at 0.5 to 0.7 MPa (5 to 7 bar) for pneumatic actuators. Overall floor-coverage needs to include the machine footprint plus 60 to 100 cm of accessible clearance on each accessible side. Permanent-marker production lines using solvent-based inks also need local exhaust ventilation that complies with EPA VOC controls.
What are the most common quality defects in marker pen production?
View Answer
The five defect modes with the largest run cost impact are under-saturated nib (reservoir short-fill), cap seal leak (cap insertion depth out of spec), off-axis nib (feeder jam), print misregistration (barrel rotation drift on print station), and barrel cosmetic crack (mold wear). Cap seal leak is the most expensive defect because it appears in the customer’s hands rather than the factory inspection station. Inline cap-seat sensors will detect this defect before the marker leaves the assembly transfer.
How do you start a small-scale marker pen manufacturing business?
View Answer
The lowest-risk path is to proceed as an assembly-only operation: source pre-molded barrels, pre-formed nibs, and pre-mixed ink from established suppliers, and run a single semi-automatic marker pen assembly machine. Capex stays under USD 50,000 for a 20–40 pcs/min setup, and the operator team is one or two people. Validate one marker category (whiteboard or highlighter is easier than permanent due to ink handling) before adding SKUs. Lock down the supplier contracts for barrels, nibs, and ink before commissioning the assembly machine — a stalled component supply is the most common reason new lines miss their year-one targets.
Sizing a marker pen line for your plant?
Mass’s MS-AM-065 marker pen making machine runs at 40-60 pcs/min on a 2-up chain-carry layout, Mitsubishi PLC, SMC pneumatics, ISO 9001 grade equipment. Purchase marker samples and target output to schedule and layout review.
About This Marker Pen Manufacturing Guide
This guide is built from public industry references (Britannica, madehow.com, OSHA, EPA, Grand View Research, Future Market Insights), B2B equipment listings, and the technical realities of marker pen line commissioning. Cost ranges and shift-efficiency factors reflect typical 2024–2026 numbers from equipment proposals reviewed during Mass’s marker pen machine work; specific quotes depend on marker type, automation tier, and after-sales scope. Reviewed by the Mass engineering team for technical accuracy on the marker pen manufacturing equipment and production process specifics.
References & Sources
- Learn the manufacturing process of felt-tip pens — Encyclopedia Britannica
- How marker is made — material, manufacture, history, raw materials — Madehow Industrial Encyclopedia
- Horizontal Injection Molding Machines — Plastics Machinery eTool — U.S. Occupational Safety and Health Administration (OSHA)
- Control of VOC Emissions from Ink and Paint Manufacturing Processes — U.S. Environmental Protection Agency
- Writing Instruments Market Size and Industry Report 2033 — Grand View Research
- Art and Office Marker Pen Market Global Analysis Report — Future Market Insights
- Marker Pens Industry Report 2026 — Growth Outlook to 2032 — Globe Newswire (Stratistics MRC)
- Refillable Marker Market Outlook 2026–2034 — Intelmarket Research