Get in Touch with Masstech
ISO 9001 / CE CERTIFIED
Soda Bottling Machine
Industrial CSD Filling Lines from 4,000 to 18,000 BPH
Isobaric counter-pressure filling for PET and glass bottles. 5dcgf series monoblock models available. Supported by ISBT-grade CO capability concept, 2-year warranty, and 24-hour engineer response.
Get Tier Pricing Quote ›
Solution at a Glance
Model Scalability
5 DCGF models—3,500 to 18,000 BPH at 500ml
PET φ50–φ108 mm + glass 200–2,000 ml
PET φ50–φ108 mm + glass 200–2,000 ml
Engineering Grade
3-in-1 rinsing → filling → capping monoblock
AISI 304 product-contact (316L upgrade option)
AISI 304 product-contact (316L upgrade option)
Service Excellence
2-year all-parts warranty + 5-day parts SLA
Turnkey: layout → install → training
Turnkey: layout → install → training
Why Carbonated Beverage Bottling Loses CO₂ — and How Isobaric Filling Solves It
The physics problem of every soda bottling machine is the same—trying to keep the CO2 in. Introducing a pressurized carbonated product into an unpressurized bottle causes foaming, fill level errors, and oxygen pickup. Flat product, packaging waste, and missed throughput goals.
Mixed gas foam
pressure variation models atmospheric bottles cannot hold 2.0-4.0 vol/vol CO liquid in the absence of violent off-gassing.

Fill-level overshoot
mechanical valves no level sensor over fills 1-3% to account for foam, which wasted product.

Oxygen pickup
untrapped headspace allows Oxygen in; CSD shelf life falls short of 90 days.
DCGF does this with isobaric counter-pressure filling,the physics that all large scale producers use. Bottles are equalized with CO2 to product tank pressure and then fill with zero net pressure differential; depressurization is staged so the foam never depressurizes an air/flask seal. Meanwhile ISBT needs 99.9% v/v be CO to preserve CO2 retention end-to-end and the rinsing filling capping cycle is locked.
What this means for your line
Less than 0.6vol/vol carbonation loss (post-filling, per Food Quality and Preference studies). Gravity fill fill precision falls within 1%, flow meter fill is 0.3-0.5%. The bottle warmer must always be positioned downstream of the low temperature filler – any condensation will cause problems for downstream cardboard.

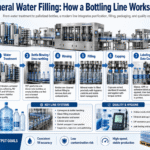
How a complete CSD filling line fits together
A full CSD filling line never exists as a standalone unit. The upstream premix is deaerating mixing syrup and saturating with CO, and the downstream bottle warmer brings the product back up to room temperature prior to labeling and packing. The most common scoping error for greenfield CAPEX is sizing the soda bottling line independently of these two flanking modules.
Intake Side (Upstream)
On the intake side, water is pumped through the RO water treatment, ozone sterilization, 5 pm precision filter before arrival at the syrup mixing tank. Operators can therefore dose flavor concentrate, sweetener and preservative; the 16396 carbonator will subsequently dope beverage quality CO at established and precise volumes (normally 2.0-4.0 vol/vol according to drinks class). Once the liquid is carbonated it can be pumped across for filling by the rotary filling valve – a process handled by the DCGF monoblock.
Output Line (Downstream)
Down the output line, capped bottles go into bottle warmers, then through ink jet date coder, labeling machine, packing machine for shrink-wrap or carton case-pack, then on into a palletizer. Each module must operate at the same BPH effective bottles/hour or the entire line bottlenecks at the lowest line unit. Planning for a 12,000 BPH soda bottling line with a 6,000 BPH labeling line production line is a planning mistake making payback period of the first 18 months.
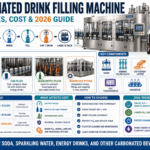
Masstech DCGF Series — Five Models from Pilot to Mid-Scale CSD Plants
DCGF gives you five capacity steps without the operator-retraining cost of a different platform at each tier. Fill heads rinsing heads capping heads scale together so bottling cycle rhythm and machine lay-out stay unchanged. Format swap from PET to glass is a tooling change not a machine change.
Every DC GF unit is a 3-in-1 monoblock – rinsing filling capping integrated on one frame sharing one drive one PLC and one sanitation circuit. Compared to three separate machines linked by transfer conveyors a 3-in-1 monoblock reduces footprint by around 40% removes two transfer points where bottle damage occurs and speeds sanitation cycle time. This is the architecture only modern automatic soda filler uses; popular variations depend on valve selection head count and capping technology.
DC GF 16-12-6
3,500–4,000 BPH @ 500 ml
16 rinse · 12 fill · 6 cap
4.24 kW · 2,500 kg
2.1 × 1.6 × 2.2 m
DC GF 18-18-6
4,500–6,000 BPH @ 500 ml
18 rinse · 18 fill · 6 cap
5.03 kW · 3,500 kg
2.45 × 1.8 × 2.2 m
DC GF 24-24-8
8,000–12,000 BPH @ 500 ml
24 rinse · 24 fill · 8 cap
6.57 kW · 4,500 kg
2.5 × 2.1 × 2.2 m
DC GF 32-32-10
12,000–14,000 BPH @ 500 ml
32 rinse · 32 fill · 10 cap
8.63 kW · 6,000 kg
3.5 × 2.3 × 2.25 m
DC GF 40-40-12
15,000–18,000 BPH @ 500 ml
40 rinse · 40 fill · 12 cap
9.63 kW · 8,000 kg
4 × 3 × 2.25 m
DCGF Series — Operating Specifications
| Parameter | 16-12-6 | 18-18-6 | 24-24-8 | 32-32-10 | 40-40-12 |
|---|---|---|---|---|---|
| Capacity (BPH @ 500 ml) | 3,500–4,000 | 4,500–6,000 | 8,000–12,000 | 12,000–14,000 | 15,000–18,000 |
| PET bottle range | φ50–φ108 mm diameter · 150–310 mm height · 200–2,000 ml | ||||
| Rinsing pressure | > 0.06 MPa, < 0.2 MPa | ||||
| Filling pressure | < 0.4 MPa | ||||
| Total power (kW) | 4.24 | 5.03 | 6.57 | 8.63 | 9.63 |
| Footprint (m × m) | 2.1 × 1.6 | 2.45 × 1.8 | 2.5 × 2.1 | 3.5 × 2.3 | 4 × 3 |
| Height (m) | 2.2 | 2.2 | 2.2 | 2.25 | 2.25 |
| Weight (kg) | 2,500 | 3,500 | 4,500 | 6,000 | 8,000 |

Sizing rule of thumb — nameplate vs effective BPH
Design capacity at 65-75% of nameplate. A DC GF 24-24-8 nameplate of 12000 BPH corresponds to roughly 8000-9000 effective BPH through two shifts when changeovers sanitisation and housekeeping are factored in. 1500 on size at nameplate is the most common greenfield plant CAPEX oversize mistake.

Why “CSD filling machine” is a meaningful category
A carbonated soft drink filling machine is conceptually different from juice or still-water filling. Counter-pressure architecture ISBT-grade CO handling and corrosion-resistant filling valves are not add-on options – they are the found premise of every DCGF model. Filling cola through a hot-fill juice machine ruins carbonation and contaminates the heat exchanger; filling juice through a CSD line wastes the deaeration stage. Seek a platform for the product class.

Platform Scalability
All five DCGF models are capable of serving a realistic capacity span for export-market CSD bottlers a regional craft soda startup at 4000 BPH a mid-scale nationwide-distribution brand at 12000 BPH and a contract-billing operation at 18000 BPH. For capacity above 18000 BPH the platform is replaced by the higher-tier DXGF range; that is the natural divide-in-the-Masstech CSD product family.
Need help matching DCGF model to your throughput?
Request a sizing call ›
CSD Filling Valve Technology — Mechanical, Electronic, Flow-Meter, Weight or Laser Filling
Valve technology dominates fill-accuracy and total cost of ownership – it is the single greatest procurement decision on a CSD line. DCGF supports five different fill methods PET & glass configurations. Below is the comparative selection matrix supported by hard fill-accuracy metrics Journal of Food Engineering 2024 and Packaging Technology and Science 2025.
| Filling Valve | Best for | Fill accuracy | Speed ceiling | Changeover | Cost tier |
|---|---|---|---|---|---|
| Mechanical valve | Single-SKU CSD high-volume runs (Coke/Pepsi-style) | ±1–2% | 60,000+ BPH | 30–60 min | Baseline |
| Electronic valve | Multi-SKU lines with frequent recipe changes | ±0.5–1% | 36,000 BPH | 10–15 min | +20–30% |
| Flow-meter (electromagnetic) | Premium and craft sodas, sparkling water | ±0.3–0.5% | 36,000 BPH | 5–10 min | +30–50% |
| Weight-based filling | Functional drinks with viscous additives | ±0.2% | 24,000 BPH | 10–15 min | +40–60% |
| Laser-level filling | Premium glass bottles, transparent product | ±0.5% (level) | 18,000 BPH | 10–15 min | +30–45% |
Naming conventions differ between vendors; capacity ceilings reflect typical 2024-2025 practice. Cost tier is incremental above mechanical baseline at like-for-like BPH.
What the accuracy difference costs you over a year

Yield Impact
12,000 BPH line at 250 days/2 shifts/year produces ~48m 500ml bottles of finished product. The Journal of Food Engineering 2024 study with peer-reviewed data calculated 1.2% mean fill error correction with mechanical valves, 0.3% with flow-meter valves. That 18% waste reduction is an industry-average Na values typical in annual product savings with a 12,000 BPH line.

Efficiency
Trade-off: change-over. Mechanical valves require a machine-probe change for every different bottle-size produced. Flow-meter valves accept the new fill volume target in code; saves 120+ hours per year at a typical multi-SKU domestic plant.
Customers will ask whether mechanical or flow-meter valves are ‘better’ – the truthful answer is that mechanical beat on speed and unit cost under 24,000 BPH, flow-meter beat on application flexibility and raw material waste below it. Our DCGF platform supports common rail configurations equally, configured to your product portfolio, not ours.
PET vs Glass Bottle Soda Filling — Performance and Cost Comparison
DCGF can run both PET and glass on the same line using format-specific tooling, but those two formats run very different economics. PET dominates volume sodas because the unit cost per bottle is fractional and bottle weight is one-tenth of glass. Glass dominates the premium and craft segments because perceived quality, recyclability and C0retention policies favor it.
| Dimension | PET (DCGF + DC GF series) | Glass (DCGF Glass — 200–2,000 ml) |
|---|---|---|
| Bottle unit cost | $0.10–0.20 | $0.40–0.90 |
| Bottle weight (500 ml empty) | ~25 g | ~280 g |
| Filling temperature | 4–10 °C (low-temp standard) | 4–10 °C (with optional warming) |
| CO₂ retention over 90 days | ~85–90% of fill volume | ~95–98% of fill volume |
| Capping technology | PCO 1881 plastic crown / aluminum | Crown cork or aluminum screw |
| Filling method options | Mechanical / electronic valve | All 5 methods (mech / electronic / flow / weight / laser) |
| Best fit category | Mass cola, citrus, sparkling water, tonic | Premium soda, craft beverage, returnable beer-style packaging |
| Bottle blowing integration | Combiblock optional (blow→fill→cap) | Receives glass via depalletizer + air rinser |
Cost per bottle is indicative 2024-25 FOB-China ranges; C0retention varies with capper choice, storage temperatures, flow rate and fill volumes.
Quick decision rule
Unless you will run more than 60% mass-market cola or sparkling water, select PET as the primary format and add a glass module later. If your launch SKU is a premium craft soda or returning-customer bottler program, choose glass to start and add PET as volume support – mixed manufacturing plants are common; all supported on the DCGF platform.
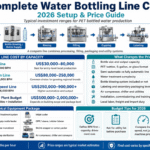
Tier Pricing & Total Cost of Ownership for a CSD Line
European premium brands include on RFQ document only; Masstech published indicative tier ranges, for use in financing plan pre-building, so you do not have to three-iteration our confirmation call. The images below are 2024-25 typical FOB-China indicative ranges for the single-purpose, DCGF monoblock alone; other turnkey equipment rooms (water treatment + carbonator + blower + warmer + labeler + packer) run between 2.2-2.8 times the monoblock range.
Entry Tier
DC GF 16-12-6 / 18-18-6
3,500–6,000 BPH
$45K–$75K
- Mechanical valve, PET only
- Standard AISI 304 product-contact
- Local PLC, no remote diagnostic
Best for craft soda / regional beverage launch
Mid Tier
DC GF 24-24-8 / 32-32-10
8,000–14,000 BPH
$110K–$180K
- Mechanical or electronic valve
- PET + glass tooling included
- Siemens / Schneider PLC, remote service
Best for mid-scale CSD bottler scaling regional
High-Capacity Tier
DC GF 40-40-12
15,000–18,000 BPH
$220K–$320K
- Flow-meter valve standard
- AISI 316L upgrade option
- Combiblock blow-fill-cap capable
Best for national-distribution CSD producer
Tier ranges indicate the filling monoblock only; configurations and names differ by vendor. Your final quotation depends on bottle range, valve type, capper selection, scope of C0retention.
Five-Year TCO Reference — 12,000 BPH Line
| Line item | Mechanical valve | Flow-meter valve |
|---|---|---|
| Monoblock CAPEX | $120,000 | $160,000 |
| Annual product waste cost (1.2% vs 0.3%) | $30,000 | $6,000 |
| Annual maintenance (2.5% vs 5%) | $3,000 | $8,000 |
| Annual changeover downtime cost | $15,000 | $3,000 |
| 5-year total | $360,000 | $245,000 |
Cited from Journal of Food Engineering 2024 + Packaging Technology and Science 2025 industry-average data; flow-meter advantage is sharper on multi-SKU plants.
Coming core machinery industry CAPEX research from FinancialModelsLab shows that a craft soda start-up will spend in the range of $410,000 and $200,000 less than 30-55% of the published industry baseline line item. $200,000 is the bottling and packaging line in our industry benchmark.
Need the tier matched to your specific bottle and capacity? We will quote within 48 hours.
Get Tier Quote ›
Zhangjiagang Mass Tech — Quality, Compliance and Material Traceability
Zhangjiagang Mass Technology Co., Ltd. has manufactured water-filling, juice-filling, beer-filling and CSD lines across the beverage industry since inception. CSD lines built on this platform are intended for export-market installation and documented to global standards on product-contact materials, electrical safety and food contact.
ISO 9001
Quality management system across machining and assembly
CE Marking
EU Machinery Directive 2006/42/EC declaration of conformity
FDA 21 CFR 175
Food contact resin and adhesive components
EU 1935/2004
Framework regulation on materials in contact with food
ISBT-grade
CO₂ purity 99.9% v/v specification compatible
Material specification — what AISI 304 vs 316L means for your line
Using peer reviewed materials guidance, AISI 304 stainless steel meets FDA, EU 1935/2004 and NSF/ANSI 51 for direct food contact with chromium 17.5-20% and nickel 8-11%. AISI 316L adds 2-3% molybdenum, which costs 30-50% more but achieves better resistance to chloride pitting and aggressive CIP regimes.
For main-stream CSD products – cola, lemon-lime, sparkling water – 304 is adequate and is the DCGF platform standard. For citric-acid-intolerant drinks or aggressive cleaning chemistry, the 316L investment pays back over equipment life with less replacement cost.
99.9%
ISBT minimum CO₂ purity v/v
2-yr
All-parts warranty on every DCGF model
24h
Engineer response window
5d
International parts dispatch via courier
Procurement Guide — Lead Time, Installation, Training and Warranty
Procurement of a CSD bottling line is a 6-9 month process from first technical call to first product run. Knowing the thresholds ahead of time means catching a launch window instead of a missed season. The DCGF platform follows the same procurement procedure whatever the tier.
1
Technical scoping
Bottle, BPH, valve and certification scope confirmed within 1–2 weeks.
2
Quote & PO
Final quote in 48 hours; 30% deposit on PO triggers production slot.
3
Production
60–90 calendar days from deposit to FAT (factory acceptance test).
4
Shipment
FCL container, FOB Shanghai or Ningbo; balance payment before BL release.
5
Installation
2–3 Masstech engineers on-site for installation and commissioning.
6
Training & SAT
Operator training and site acceptance test before sign-off.
Two procurement mistakes we see most often
Investing for the nameplate BPH instead of the effective BPH is step one. Planning capacity to 65-75% of nameplate reserves fast production changeovers and minor stops from capacity variations.
Ignoring the bottle warmer is the second. Filling between 4-10 C causes dewdrop film to form on bottles from summer-grade humidity damaging downstream cardboard packaging. Both oversights result in label and case pack defect rates that are operator attributed but in fact originate before the filler.
Pairing the soda bottling machine with the rest of the line
The majority of DCGF clients purchase the main filling monoblock with three adjuncts: a bottle blower (for PET self-blow operations), a labeling machine (liner, hot-melt or adhesive) and a pack-off machine (shrink-wrap or case). Commissioning all four together minimizes integration demands; selecting them from four vendors reduces 8-12% of capital expenditure but increases an additional 4-6 weeks of factory acceptance testing. The optimal decision is subject to whether your launch date or your capital expenditure budget is the more pertinent constraint.
Choosing a bottle blower becomes critical when you self-manufacture PET bottles. A semi-automatic 2-cavity blower feeds a 4,000 BPH filler; an automatic 4-cavity feeds 8,000-12,000 BPH; rotary blowers with 6+ cavities are necessary for higher speeds. Labeling throughput must match – sleeve labelers run at 24,000+ BPH, hot-melt labelers average 18,000 BPH and adhesive labelers operate near 12,000 BPH in aesthetic-quality finishing. Pack-off decision- PE film shrink pack verses carton case pack is dictated by your distribution method: export pallet shrink pack or retail-direct carton pack.
Interactive Line Planning Tools
Leverage our proprietary engineering calculators to accurately scope your CSD line capacity requirements and evaluate long-term valve economics before initiating procurement.
CSD Line Capacity Sizing Calculator
Input your annual volume targets and shift schedules to automatically determine the exact DCGF monoblock model and nameplate BPH required for your operation.
5-Year TCO Valve Comparison
Compare Mechanical vs. Flow-Meter filling valves based on CAPEX, product waste reduction, maintenance, and changeover efficiency over a 5-year lifecycle.
FAQ — Soda Bottling Machine Buyer Questions
Review the most common procurement, technical, and operational questions sourced directly from our engineering consultations and B2B project scopes.
Mechanical valves trigger via physical bottle contact, offering high speed (up to 60,000+ BPH) and baseline costs, making them ideal for single-SKU mass production. Electronic valves (such as flow-meter or weight-based) are controlled by the PLC, offering higher precision (±0.3%) and rapid format changeovers without mechanical probe swaps, making them superior for multi-SKU lines.
Our DCGF 18-18-6 monoblock efficiently serves the 4,500–6,000 BPH capacity range. The minimum order quantity (MOQ) is 1 complete monoblock unit. Full turnkey integrations (including blowers, warmers, and labelers) can be engineered and scoped around this single primary base unit.
Yes. The DCGF platform can be engineered to run both PET and glass on the same monoblock frame. This requires format-specific interchange tooling. Changeovers involve swapping the neck-handling starwheels and adjusting or swapping the capping turret heads (e.g., from plastic PCO 1881 crowns to glass aluminum screw or cork crowns).
Standard production requires 60–90 calendar days from the receipt of the initial deposit to the Factory Acceptance Test (FAT). The complete procurement cycle—including technical scoping, sea freight shipment, and on-site commissioning by Masstech engineers—typically spans 6 to 9 months depending on destination.
Total Cost of Ownership (TCO) comprises CAPEX, maintenance, product waste, and changeover downtime. For a multi-SKU 8,000 BPH line, investing in a flow-meter configuration often results in a significantly lower 5-year TCO. Despite a higher initial CAPEX, flow-meters provide a 4x reduction in fill-level waste and drastically reduce changeover hours.
Apply the 65–75% engineering rule. Design your capacity so your required output is 65-75% of the machine’s nameplate BPH. This headroom accounts for necessary format changeovers, sanitation cycles, and minor stops. For example, a 12,000 BPH nameplate rating yields an effective, realistic output of roughly 8,000–9,000 bottles per hour.
Mass-market cola and citrus sodas typically require 3.0 to 4.0 vol/vol CO₂ saturation. To maintain this without violent off-gassing, the DCGF utilizes isobaric counter-pressure filling—equalizing the bottle to product-tank pressure prior to opening the valve. This physics-based approach keeps carbonation loss post-filling below 0.6 vol/vol.
Coverage: 2-years on every mechanical and electrical part of the DCGF monoblock against manufacturing defect. Consumables (rubber seals, filling-valve gaskets, capping cones) covered after initial 6 months operation. Worldwide replacement shipped in 5 working days following warranty approval by Engineering team.